Оборудование для вспенивания полистирола
Оборудование для вспенивания полистирола
 Предвспениватель — предназначен для первичного вспенивания гранул полистирола вспенивающегося методом тепловой обработки. В качестве теплоносителя используется насыщенный водяной пар.
Предвспениватель — предназначен для первичного вспенивания гранул полистирола вспенивающегося методом тепловой обработки. В качестве теплоносителя используется насыщенный водяной пар.
Все предвспениватели подразделяются на 2 вида:
- непрерывного действия
- периодического действия
Выпускаемый нами предвспениватель (далее ПВ) ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ.
Такой выбор обосновывается рядом преимуществ, которыми обладает предвспениватель периодического действия над ПВ непрерывного действия:
недостатки предвспенивателей непрерывного действия:
1) В процессе вспенивания плотность гранул регулируется тремя способами, обычно в следующем порядке:
- регулировка подачи пара
- регулировка скорости подачи
- регулировка высоты перепускного желоба, если он имеется
Все три способа включают в себя регулировку времени пребывания гранул в камере
2) Давление пара может быть только снижено (посредством смешивания с воздухом), но не увеличено, т.к. процесс происходит при атмосферном давлении (непрерывные предвспениватели представляют собой открытую, абсолютно негерметичную емкость).
Этот недостаток кроме возможного нарушения самой технологии вспенивания влечет за собой и другой, не менее важный. А именно неэкономичный расход пара, и как следствие, увеличение расходов на парообразование.
3) Среднее время нахождения сырья в предвспенивателе непрерывного действия около 3 минут, при этом минимально достигаемая плотность вспененных гранул напрямую связана с содержанием пентана в сырье.
преимущества предвспенивателя периодического действия:
1) Давление в предвспенивателе регулируется, поэтому и требуемая температура пара для прохождения процесса вспенивания может быть подобрана в соответствии с необходимой плотностью или с уровнем содержания пентана в сырье.
. Не соответствующая требованиям температура пара может привести к разрушению ячеек
Хорошая внешняя структура ячеек
Нарушенная внешняя структура ячеек


Чем ниже содержание пентана в сырье, тем позже начинается вспенивание и тем выше необходимая температура.
2) Предвспениватель периодического действия — герметичная емкость, что влечет за собой гораздо более экономичный расход пара, а также позволяет повысить скорость вспенивания по сравнению ПВ непрерывного действия.
При периодическом вспенивании плотность гранул регулируется следующим образом:
- регулировка времени парообработки гранул;
- регулировка количества сырья при каждой загрузке;
- регулировка высоты, до которой вспененные гранулы поднимаются в рабочей камере;
- регулировка давления пара;
- регулировка количества пара.
Таким образом, периодические вспениватели имеют более гибкий принцип действия, а более низкая плотность может быть получена даже для относительно мелких гранул. Изменение объема происходит быстро и с минимальными потерями.
Базовые модели вспенивателей
ПВ-1
Предвспениватель производительностью 10 куб. м в час обеспечивает производительность цеха 70-90 куб. м пенопласта в смену (8 часов) в зависимости от навыков обслуживающего персонала.
Загрузка сырья ручная через раструб в верхней части ёмкости. Выгрузка гранул через дверцу с ручным или пневмоприводов по выбору заказчика.
ПВ-1А (автомат)
Высокопроизводительный предвспениватель, обеспечивающий производительность цеха до 200 куб.м в смену.
Работает в полностью автоматическом и ручном режиме с управлением с пульта. Подача сырья осуществляется через дополнительный загрузочный бункер с гибким шнеком. Дозирование — весовое. Выгрузка вспененных гранул осуществляется в сушильную установку, откуда направляется в бункера выдержки гранул. Транспортировка вспененных гранул осуществляется пневмотранспортом с трубой вентури, что исключает деформацию вспененных гранул.
ПВ-3
Компактный и экономичный вспениватель периодического действия производительностью 0,75 куб. м в час. Применяется в производствах, где пенополистирол не является основным сырьём: литьё по газифицируемым моделям (ЛГМ), изготовление полистиролбетона, производство бескаркасной мебели, мягких игрушек, частично наполняемых гранулами вспененного пенополистирола; производство туристического и спортивного снаряжения и т.д.
Загрузка ручная через раструб, выгрузка через дверцу. Возможно изготовление с ручным приводом по выбору заказчика.
Как устроена работа линии по производству пенопласта
Что такое пенопласт
В строительстве при утеплении стен, крыш, полов используется экологичный, легкий и дешевый материал – пенопласт. Он представляет собой разного размера и толщины пласты, произведенные по технологии вспенивания полистирольных гранул. За процесс изготовления отвечает автоматизированная линия по производству пенопласта, которая состоит из нескольких агрегатов. Линия проста в управлении, занимает немного места, отличается высокой производительностью. Поэтому изготовление пенопласта является отличным решением для организации небольшого бизнеса. Этот материал востребован не только строительной отраслью, он широко применяется в других областях промышленности как упаковочный материал.
 Пенопласт: уплотнитель, утеплитель
Пенопласт: уплотнитель, утеплитель
- Высокая теплоизоляция – удерживает тепло и позволяет сократить расходы на отопление.
- Совместимость с различными строительными смесями и материалами – облегчает процесс монтажа.
- Долговечность – срок эксплуатации составляет 50 лет, пенопласт не подвержен гниению, коррозии, единственным врагом его могут стать грызуны.
- Высокая звукоизоляция – за счет пористой структуры снижается звукопроводимость.
- Пожароустойчивость – при производстве полистирола используются антипирины, которые сводят риски возгорания к минимуму.
- Удобство монтажа – пенопласт можно прикручивать, клеить, укладывать на различные строительные смеси, для этого не нужны специфические строительные знания и навыки.
С чего начать производство
Для организации производственного процесса по изготовлению пенопласта необходимо оборудовать помещение. Это может быть цех площадью 100 м 2 с высокими потолками, не менее 5 метров. К нему должны быть подведены коммуникации – трёхфазное электричество, водопровод, вентиляция и система кондиционирования. Очень важным моментом является соблюдение температурного режима – необходимо обеспечить минимум 15 о С в любое время года. При низких температурах сырье может испортиться. Для хранения готовой продукции понадобится склад площадью 70 м 2 . Возможно хранение плит на улице, но обязательно под навесом.
Для обслуживания линии понадобятся два рабочих в одну смену, один кладовщик, желательно иметь технолога. В зависимости от объемов производства могут понадобиться грузчики.
Сырьевая база
Главным компонентом производства являются гранулы полистирола. Кроме того, потребуются:
 Полистирол в основе пенопласта
Полистирол в основе пенопласта
- вода;
- суспензия для вспенивания (при производстве пенополистирола);
- электроэнергия (для работы оборудования).
Выбор полистирола зависит от планируемой марки пенопласта. Рассев №1 (самые маленькие фракции) используется для марки 50, рассев №4 (самые крупные) для марки 15. Приобретая сырье, следует обратить внимание на маркировку «С» на упаковке, она гарантирует наличие в составе антипирина, который препятствует горению. Полистирол — компонент с небольшим сроком годности – до шести месяцев, просроченный продукт нарушит технологический процесс, гранулы не будут раскрываться и все производство сорвется. Наиболее востребовано импортное сырье таких торговых марок, как:
- Xingda;
- Perla;
- BASF.
Среди отечественных можно выделить:
- Пластик;
- Ангарский завод полимеров;
- Альфапор.
Технологический процесс
Первый и основной этап — это вспенивание полистирола. Гранулы помещаются в камеру, где под воздействием пара начинается процесс увеличения объема шариков.
 Аппарат для вспенивания полистирола
Аппарат для вспенивания полистирола
В зависимости от необходимой марки пенопласта, этот процесс может быть произведен повторно. В результате получится более легкий материал. Следующим этапом является просушка готовой массы в бункере вылеживания. Этот процесс продолжается в течение 12 часов, за это время гранулы наполняются воздухом и уплотняются. Затем идет этап формовки блоков – под воздействием пара происходит нагрев массы и склеивание гранул. После остывания пенопласт готов к резке в соответствии с необходимыми пропорциями. Еще по истечении суток материал готов к упаковке и реализации.
В случае приобретения линии по производству пенополистирола – это один из разновидностей пенопласта, обладающий улучшенными характеристиками, технология дополняется использованием экструдерной установки. На этапе первоначального вспенивания добавляется бутан или СО2 под действием этих компонентов гранулы обогащаются частицами талька, которые образуют ядро пузыря. Благодаря этому масса становится более прочной, увеличивается коэффициент теплопроводности и теплоизоляции. Далее процесс изготовления пенополистирола осуществляется по аналогии с пенопластом.
Составляющие производственной линии
Автоматизированная линия по производству пенопласта содержит следующие агрегаты:
- предвспениватель;
- бункер для сушки;
- формовочные блоки;
- станок для резки;
- парогенератор;
- дробилка;
- дозатор для сырья.
Предвсениватель представляет собой камеру куда подается исходное сырье с помощью шнека, который установлен в нижней части устройства. Пар в камеру поставляется через фильерные отверстия. Оба эти процесса автоматизированные и могут регулироваться работником с помощью пульта управления.
 Пресс автомат для пенопласта
Пресс автомат для пенопласта
- потребляемая мощность – 1,5 – 2 кВт;
- максимальное напряжение – 380 В;
- объем – 700 л;
- максимальная производительность – 300 кг/ч;
- вес камеры – 150 кг;
- размеры – 1380*900*2200 мм;
- стоимость – 182 тысячи рублей.
Бункер для сушки принимает вспененную массу в первый отсек, где под воздействием сильного потока воздуха (подается вентилятором) проходит первоначальную сушку. Затем гранулы самотеком попадают во второй отсек, оборудованный механизмом пневмотранспорта, который направляет массу в бункер вылеживания. Характеристики:
- потребляемая мощность – 5 кВт;
- напряжение – 380 В;
- производительность – до 30 м 3 /ч;
- масса – 100 кг;
- размеры – 5000*1200*1000 мм;
- стоимость – 100 тысяч рублей.
В формовочном блоке происходит формирование массива пенопласта. Этот процесс осуществляется под воздействием водяного пара. Гранулы снова увеличиваются в размере, а за счет замкнутого пространства происходит их склеивание. Блок имеет жестко закрепленную боковую стенку, откидывающуюся стенку и две торцевые створки-дверцы. Характеристики:
 Формы и изделия для пенопласта
Формы и изделия для пенопласта
- габариты – 1200*1500*750 мм;
- производительность – 2,5 м 3 /ч;
- вес – 550 кг;
- стоимость – 242 тысячи рублей.
Парогенератор производит водяной пар путем нагрева воды до высоких температур. Парогенератор может работать от электросети, на дизельном топливе или на газе. Самым дешевым, с точки зрения стоимости горючего материала, является газовый, с точки зрения безопасности – электрический. Последний и стоит в два раза дешевле дизельного или газового. Характеристики:
- мощность – 35 кВт;
- размеры – 700*400*400;
- вес – 25 кг;
- расход воды – 40 л/ч;
- производительность – 40 л/ч;
- стоимость электрического – 190 тысяч рублей.
Станок для резки массива пенопласта обрабатывает пласт раскаленными струнами вдоль и поперек в соответствии с необходимыми параметрами готовых блоков. Характеристики:
- размеры – 1300*1600*800 мм;
- вес – 300 кг;
- производительность –30 м 3 /ч;
- стоимость – 150 тысяч рублей.
Дробилочный агрегат предназначен для переработки отходов. Этот механизм не всегда включается в автоматизированную линию, но его приобретение экономически обосновано – производство становится безотходным. Переработанный материал можно будет добавлять в исходное сырье на первоначальном этапе. Характеристики:
- мощность – 4 кВт;
- производительность – 5 м 3 /ч;
- масса – 100 кг;
- размеры – 1500*1000*400 мм;
- стоимость – 65 тысяч рублей.
Таким образом, купить линию по производству пенопласта можно за 929 тысяч рублей. Если позволяет финансовая возможность лучше дополнительно оснастить линию весами для сырья, вытяжками для предвспенивателя, линией для упаковки. Эти компоненты упростят производственный процесс.
Затраты и доходы производства пенопласта
Для изготовления 1 м 3 пенопласта потребуется 16 кг сырья. Стоимость сырья 73 рубля за 1 кг. Затраты на коммунальные платежи и заработную плату рабочим в перерасчете на 1 м 3 готовой продукции – 1200 рублей. Итого – в 1350 рублей обойдется 1 м 3 пенопласта, а рыночная стоимость – 2000 рублей. Чистая прибыль – 650 рублей. При изготовлении 40 м 3 в смену и работе 22 дня в месяц, общая производительность составит – 880 м 3 . Стоимость оборудования может окупиться при производстве 5500 м 3 , а на это потребуется 6-7 месяцев работы. Такие показатели окупаемости присущи высокорентабельному бизнесу, конечно, при условии полной реализации продукции. Но с учетом постоянно растущего спроса и правильно поставленной маркетинговой деятельности со сбытом проблем не возникнет.
- Купить оборудование для производства пенопласта: http://iv-mashzavod.ru/liniya_penoplast.html
Видео: Технология производства пенопласта
Секреты производства пенополистирола
Производство пенополистирола и штукатурки по утепленному фасаду – прибыльный бизнес, обладающий средним порогом вхождения. Пенополистирол широко используется в самых разных сферах – в строительстве, в пищевой промышленности, в автомобилестроении.

Выдержка блоков пенополистирола
В данной статье будут детально рассмотрены как агрегаты для изготовления обычного пенополистирола, так и оборудование для производства экструдированного пенополистирола, вы узнаете, из каких элементов состоит производственная линия, и основные аспекты технологии изготовления данного материала.
1 Технология изготовления пенополистирола
Технология производства пенополистирола довольно незатейлива, и может быть реализована даже при наличии необходимого минимума производственного оборудования.
Однако важным фактором является сильная зависимость качества итоговой продукции от выполнения всех требований технологии, поскольку даже малейшее пересушивание пенополистирола, либо, наоборот, попытка резки недостаточно просушенного, сырого, материала, могут стать причиной отбраковки всей партии продукции (пускай это даже фасадная штукатурка по пенопласту).
В целом, технология изготовления пенополистирола состоит из нескольких последовательных этапов.
На первом этапе сырье, из которого производится пенополистирол (полистирольный пенопласт) – гранулы вспенивающегося полистирола (ПСВ), своими руками, либо с помощью автоматизированного оборудования, загружаются в контейнер предвспенивателя.
В предвспениватели происходит прогрев гранул, в результате чего они надуваются, увеличиваются в объемах, и превращаются в наполненные воздухом пустотелые шарики.
Вспенивание может выполняться как один раз, так и несколько. При повторном вспенивании процесс полностью повторяется – сырье своими руками (или автоматизированно) заново погружается в предвспениватель, прогревается, и увеличивается. Повторное вспенивание применяется, когда необходимо получить пенополистирол, обладающий минимальной плотностью.

Цех по производству пенополистирола
От плотности пенополистирола зависят его прочностные характеристики и вес. В некоторых случаях – для утепления фасадов, и тому подобных нагружаемых конструкций, требуется высокоплотный пенополистирол, однако, как правило, ввиду меньшей стоимости, низкоплотный пенополистирол пользуется большим спросом.
Показатель плотности материала измеряется в килограммах на кубометр. Иногда прочность называют фактическим весом. К примеру, пенополистирол, обладающий фактическим весом 25 килограмм, имеет плотность 25 кг/м³. Это намного лучше, чем при утеплении фасадов минватой.
Полистирольное сырье, вспенивание которого выполняется один раз, гарантирует итоговую плотность пенополистирола в районе 12 кг/м³. Чем больше процессов вспенивания было выполнено – тем меньшим будет фактический вес изделия.
Как правило, максимальное количество процессов вспенивания на одну партию сырья – 2, так как многократное вследствие многократного вспенивания сильно ухудшается прочность итогового продукта.
На втором производственном этапе, вспененный полистирол попадает в камеру выдержки, где на протяжении суток вылеживается. Данный процесс необходим для того, чтобы стабилизировалось давление внутри наполненных воздухом гранул.
При каждом повторном процессе вспенивания процесс вылеживания должен повторяться. Для создания пенополистирола плотностью до 12 кг/м³, сырье подлежит нескольким повторным циклам вспенивания и вылеживания.
После того как сырье вылежало требуемого количество времени, из полуфабриката формируются блоки пенопласта на утепление фасада пенопластом. Происходит это в блок-форме, внутри которой гранулы обрабатываются подающимся под давлением паром.
После формирования блока, пенопласт повторно выдерживается в течение суток – это необходимо для того, чтобы из пенопласта ушла влага, так как при нарезке сырого блока кромки изделия будут рваными и неровными, после чего попадает на линию нарезки, где блоки раскраиваются на плиты требуемых размеров и толщины.

Подлежащие вспениванию гранулы полистирола
2 Оборудование для производства
Производственная линия по изготовлению пенополистирола включает следующие элементы:
- Участок хранения и проверки сырья;
- Агрегат вспенивания;
- Контейнер для вылеживания;
- Агрегат для формирования блоков;
- Агрегат для нарезки пенопласта на утепление фундамента пенополистиролом;
- Участок для хранения готового изделия;
- Агрегат для переработки отходов.
2.1 Участок хранения и проверки сырья
Важно, чтобы полистирольное сырье, использующееся для производства пенополистирола, отвечало всем стандартам качества, так как от него сильно зависят характеристики готового пенополистирола.
Как правило, основные отечественные и зарубежные производители для изготовления пенополистирола используют сырье от следующих компаний:
- Xingda (Китай);
- Loyal Chemical Corporation (Китай);
- BASF (Германия).
Технологические требования допускают повторного использования отходов (переработанных пенополистирольных плит). Количество вторично используемых материалов не должно превышать 10% от веса итогового изделия.
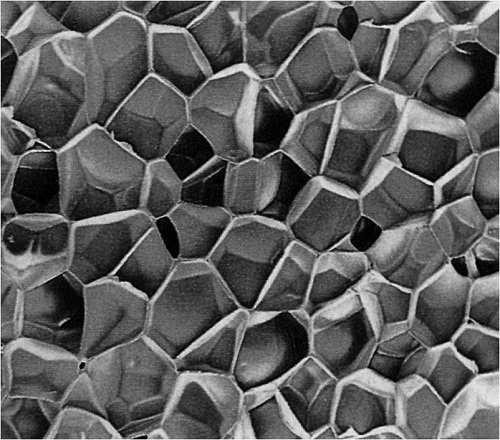
Структура пенополистирола под микроскопом
Разгружаются мешки с полистиролом электрокаром, либо, в случае небольшой фасовки, своими руками. Сырье не должно храниться свыше трех месяцев, после даты его производства. Температурный режим хранения пенопласта на утепление фасадов квартир – от 10 до 15 градусов.
2.2 Агрегат для вспенивания
Данная производственная линия состоит из предвспенивателя (как правило, циклического типа), блока для сушки вспененных гранул полистирола, пневматического конвейера, и управляющего элемента.
Полистирол из мешков своими руками выгружается в предвспениватель, в который под давлением подается горячий пар (температурой около 95-100 градусов), под воздействием которого происходит первичное вспенивание сырья.
Процесс контролируется компьютерным оборудованием, которое по достижению полистиролом заданного объема прекращает подачу пара, после чего полуфабрикат попадает в блок для сушки.
2.3 Контейнер для вылеживания
Гранулы, из которых забрана лишняя влага, транспортируются в контейнер для вылеживания. В контейнере посредством кондиционирования постоянно поддерживается заданная влажность и температура и влажность воздуха.
При температуре в пределах от 16 до 25 градусов гранулы выдерживаются около 12 часов. На протяжении этого времени пустотелые вспененные гранулы наполняются воздухом.
Технология повторного вылеживания, которое выполняется в случае вторичного вспенивания, аналогична вышеописанному методу, и осуществляется с помощью одного и того же оборудования.
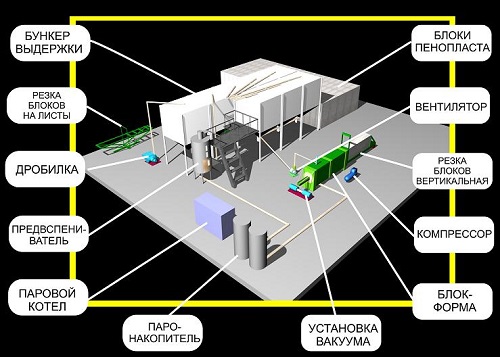
Схема производственной линии по изготовлению пенополистирола
Именно объем контейнера в большей степени задает номинальную продуктивность производственной линии, поэтому количество и размер бункеров необходимо тщательно рассчитывать, исходя из желаемого объема производства экструдированного пенополистирола.
2.4 Агрегат для формирования блоков полистирола
Из контейнера для вылеживания гранулы вспененного полистирола с помощью пневмотранспорта подаются в промежуточную камеру, которая оборудована датчиком наполнения.
При поступлении требуемого количества гранул, сырье транспортируется в формирующий блок. Блок-форма – это герметический контейнер, который, после наполнения гранулами, закрывается. Через клапан подачи, в блок-форму подается горячий пар.
В процессе тепловой обработки под давлением происходит вторичное вспенивание гранул, которые расширяются, и при достижении заданной температуры спекаются в монолитный блок пенополистирола.
Охлаждение сформированного пенополистирола происходит в этом же агрегате, посредством откачки воздуха из камеры вакуумным насосом. Для стабилизации внутреннего давления воздуха в гранулах пенополистирола блок выдерживается при комнатной температуре на протяжении суток.
2.5 Агрегат для нарезки пенополистирола
По истечению требуемого времени пенополистирольный блок попадает на нарезающий агрегат. Линия резки представляет собою комплексное оборудование, которое способно выполнять резку, как в горизонтальной, так и в вертикальной плоскости.

Агрегат для формирования блоков пенополистирола
Данное оборудование имеет два режима работы – автоматический режим реализации заданной программы, и режим с управлением своими руками. Как правило, весь процесс происходит в автоматическом режиме.
Режущий элемент оборудования – раскаленные струны из тугоплавкой стали, которые способны выполнить быстрое и эффективное формирование плит пенопласта требуемых форм и размеров.
Система электронного управления установкой дает возможность своими руками настроить температуру накала струн, скорость их движения, и размер итогового изделия.
2.6 Агрегат для переработки отходов
Поврежденные в процессе производства пенополистирольные материалы не утилизируются, а подлежат повторной переработки. Переработка пенополистирола выполняется в агрегате, внутри которого вращаются дробильные молотки, которые крошат плиты пенопласта на отдельные гранулы.
Полученное в процессе переработки сырье посредством пневмотранспорта подается в накопительный бункер, из которого гранулы попадают в блок-форму в количестве, не превышающим 10% от веса первичного сырья, используемого для производства.
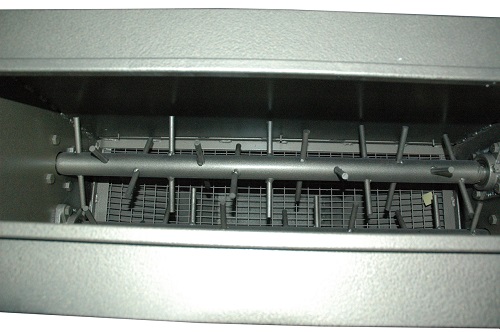
Дробилка для отходов пенопласта
2.7 Производство экструдированного ППС
Отличие в производственное линии по изготовлению экструдированного пенополистирола, в сравнении с вышеописанной технологией изготовление обычного пенополистирола, заключается в наличии экструдера.
Экструдер – оборудование для производства экструдированного пенополистирола, обладающее формирующими фильерами, сквозь которые проталкивается полистирольный расплав.
Экструзионная головка предает пенополистиролу требуемую структуру, в результате чего на выходе получаются монолитные изделия, обладающие закрытыми ячейкам диаметром 0.1 мм, которые превосходят обычный пенополистирол по параметру гидрофобности и паропроницаемости.
Данная технология предусматривает иной подход к вспениванию сырья, которое происходит вследствие смешивания гранул с вспенивающим реагентом в азотной среде.
2.8 Технология производства пенопласта (видео)
Полистирол вспенивающийся в Москве
- Полистирол вторичный
- Полистирол ударопрочный
- Полистирол 825
- Полистирол общего назначения
- Полистирол вторичный гранулированный
- Полимерное сырье
- Технический углерод
- Пластикат ПВХ
- Пластики листовые
- Полистирол ПСВ
Полистирол вспенивающийся

. сырьем для производства пенопласта является полистирол суспензионный вспенивающийся типа ПСВ-С (английская аббревиатура — EPS), так называемый «бисерный» полистирол . В результате вспенивания размер гранул увеличивается в диаметре до 10-15 раз. Основные свойства полистирола вспенивающегося • Низкая удельная теплопроводность, низкое термическое .
Полистирол вспенивающийся продаем в Москве

Предлагаем к приобретению Полистирол вспенивающийся марка “ПСВ-С” ПСВ-СВНМ ТУ 2214-288-05742746-2002 2015 г.в. массой 12 т. 255 000,00 руб. г. Белгород
В наличии / Опт и розница
Полистирол вспенивающийся Альфапор

“Полимерия” ООО | Одинцово, Московская область
Полистирол вспенивающийся производства Ангарск, Узловая ОАО «Пластик», Альфапор «СИБУР» и импортные аналоги корейского и финского производства. Литьевой и пищевой полистирол , также ПСВ без антипирена. Любые формы оплаты. Фасовка от 25кг. Доставка оперативная по всей РФ. Все марки в наличии, есть Нерассев по низкой цене. Склад Москва, Пермь. Для .
В наличии / Опт и розница
Полистирол вспенивающийся псв-св-нм фракция 1

“ОптТоргКомпани” ООО | Наро-Фоминск, Москва и Московская область
Цена за тонну. Полистирол вспенивающийся марка “ПСВ-С” ПСВ-СВ-НМ ТУ 2214-288-05742746-2002 фракции 1;2;5 Лежат на паллетах, ПП-мешки 400 штук по 30 кг, Роснефть, Химпласт. Всего 12 тонн. Маркировка на мешках ПСВ-СВ-НМ (полистерол вспенивающийся ) Полистирол используют для изготовления упаковки, одноразовой посуды, полистирол -бетона, .
В наличии / Только оптом
Вспенивающийся полистирол от производителя

“Полимерия” ООО | Одинцово, Московская область
Полистирол вспенивающийся в наличии Альфапор 201, 301, 401, 501 от 105₽/кг. Российские и Китайские аналоги. В наличии пищевые марки. Отгрузка от 25 кг. Склады: Москва, Симферополь, Ставрополь, Пермь
Полистирол Альфопор 201 в Истре

Полимер | Яхрома, Московская область
. технических изделий . Полистирол вспенивающийся хранят в закрытых вентилируемых сухих складских помещениях при температуре не выше 25 0С, в которых запрещается включение нагревательных приборов. Упаковка не должна подвергаться прямому воздействию солнечных лучей Альфапор – отечественная марка вспенивающегося полистирола (ПСВ), представляет .
В наличии / Опт и розница
Полистирол Alphapor 301

Полимер | Яхрома, Московская область
. технических изделий . Полистирол вспенивающийся хранят в закрытых вентилируемых сухих складских помещениях при температуре не выше 25 0С, в которых запрещается включение нагревательных приборов. Упаковка не должна подвергаться прямому воздействию солнечных лучей Альфапор – отечественная марка вспенивающегося полистирола (ПСВ), представляет .
В наличии / Опт и розница
Полистирол Alphapor 401

Полимер | Яхрома, Московская область
. технических изделий . Полистирол вспенивающийся хранят в закрытых вентилируемых сухих складских помещениях при температуре не выше 25 0С, в которых запрещается включение нагревательных приборов. Упаковка не должна подвергаться прямому воздействию солнечных лучей Альфапор – отечественная марка вспенивающегося полистирола (ПСВ), представляет .
Полистирол вспениваемый ПСВ-СВ-НМ

Полистирол вспенивающийся марка “ПСВ-С” ПСВ-СВ-НМ ТУ 2214-288-05742746-2002 фракции 1;2;5 Заводская упаковка ПП-мешки по 30 кг, Производитель – Роснефть, Химпласт. Маркировка на мешках ПСВ-СВ-НМ (полистерол вспенивающийся ).
В наличии / Только оптом
Вспенивающийся полистирол

“Полимерия” ООО | Одинцово, Московская область
Продаем вспенивающийся полистирол в Москве. Компания Полимерия предлагает вспенивающийся полистирол по низким ценам со склада в Одинцово! Loyal Group F-MS, F-SA, F-SB, Xingda ZKF 301, ZKF 302, ZKF 303, Sunchem C 103, C 104, LG, Узловая, Альфапор 301, 401, 201, ПСВ-С, различные фракции.
Полистирол УПМ 508

“Полимерия” ООО | Одинцово, Московская область
Компания “Полимерия” предлагает к поставкам на постоянной основе полимерное сырье Российского и импортного производства со склада в Москве: Полистирол 525, 825, 115, 508, ПСВ-С, вспененный, вспенивающийся полистирол EPS Loyal F-MS, F-SA, Sunchem C 103, C104, Xingda ZKF 301, ZKF 302, ZKF 303, Альфапор, ПСВ-С Все в наличии, , .
Вспенивающийся полистирол

“Полимерия” ООО | Одинцово, Московская область
Продаем вспенивающийся полистирол Альфапор и ПСВ -С Марки 201, 301, 401, 501. Все в наличии на складах в Москве. Имеются в наличии импортные аналоги, в том числе пищевые марки. Подходят для производства лотков, одноразовой посуды. ООО «Полимерия»
В наличии / Опт и розница
Рынок полистирола в России

. производителей полистирола 5.2. Закупочные цены импортеров полистирола 5.3. Факторы ценообразования ГЛАВА 6. ПРОГНОЗ РАЗВИТИЯ РЫНКА В 2018-2030 ГГ. 6.1. Прогноз спроса и предложения на полистирол общего назначения 6.2. Прогноз спроса и предложения на ударопрочный полистирол 6.3. Прогноз спроса и предложения на вспенивающийся полистирол
Полистирол F-S KING PEARL

Полимер | Яхрома, Московская область
. при низкой плотности, в то время как FM класс подходит для одного или двух расширений и для форм с высокой плотностью. Характеристики Самозатухающий вспенивающийся полистирол обычно используется в строительный материалах или в упаковках для электроники. На протяжении периода до начала расширения, большая часть пентана рассеивается в воздухе; однако .
В наличии / Опт и розница
Полистирол F-SB KING PEARL

Полимер | Яхрома, Московская область
. при низкой плотности, в то время как FM класс подходит для одного или двух расширений и для форм с высокой плотностью. Характеристики Самозатухающий вспенивающийся полистирол обычно используется в строительный материалах или в упаковках для электроники. На протяжении периода до начала расширения, большая часть пентана рассеивается в воздухе; однако .
Технология производства пенопласта
Содержание :
1.1. Краткая характеристика сырья
В качестве сырья используется вспениваемый самозатухающий полистирол, содержащий 5-6% смеси пентана и изопентана, являющейся вспенивающим фактором. Эта смесь содержится в гранулах полистирола в растворенном виде.
Сырье имеет вид гранул, получаемых путем суспензионной полимеризации стирола. Оно содержит вещество, снижающее горючесть -антипирен.
После подогрева до температуры 90-100°С, под действием улетучивающегося пентана гранулы увеличивают свой объем (процесс вспенивания) примерно в 30-65 раз. В промышленной практике для вспенивания полистирола используется водяной пар, который проникает также внутрь гранул и способствует действию пентана.
Международное обозначение вспениваемого полистирола: EPS самозатухающий FS.
Хранение :
Хранить исключительно в заводской, плотно закрытой таре или контейнерах, установленных в проветриваемых помещениях или под навесом, далеко от источников тепла и огня. Рекомендуется хранить сырье при температуре, не превышающей 20°С.
Продукт, хранимый при рекомендуемой температуре, следует использовать не позднее 3-6 месяцев с даты исследования продукта, указанной в сертификате качества. Продукт из частично опорожненной или поврежденной тары следует использовать немедленно.
В производственных помещениях можно хранить сырье в количестве, не превышающем его среднесуточный расход.
1.2. Переработка вспениваемого полистирола .
Окончательная плотность готового продукта определена уже на этапе предварительного вспенивания.
Важным показателем является контроль давления при процессе вспенивания, для непрерывных предвспенивателей 0,015-0,03 МПа, для циклических 0,015-0,02 МПа.
Во вспенивателе два способа изменения мнимой плотности продукта:
- путем изменения количества подаваемого сырья;
- путем изменения уровня вспениваемого материала в рабочей камере;
Первый и второй способ оказывают влияние на время нахождения вспениваемого материала в рабочей камере. Третий способ влияет на температуру в камере.
Влияние времени нахождения сырья во вспенивателе на мнимую плотность продукта представлено на рис.1.2.
Если время нахождения сырья во вспенивателе слишком продолжительно, то гранулы начинают усаживаться и плотность растет; при слишком высокой температуре вспененные гранулы могут образовать комки. Оба эти явления могут происходить одновременно. И оказывать непосредственное влияние на качество конечного продукта.
Плотность

Продолжительность предварительного вспенивания
Рис.1.2. Зависимость между мнимой плотностью и продолжительностью вспенивания
С целью получения низкой плотности ( 3 ) применяют двухступенчатое вспенивание. Двухступенчатое вспенивание проводят с помощью того же самого оборудования, которое используется для одноступенчатого вспенивания, с подачей предварительно вспененного сырья через систему вторичного вспенивания.
С целью достижения оптимальных результатов вспенивания гранулы перед вспениванием второй ступени должны быть насыщены воздухом (процесс кондиционирования).
Предварительно вспененные гранулы поступают в сушилку с кипящим слоем, в которой теплый воздух (темп. примерно 30-40°С) проходит через перфорированное днище сушилки, сушит и продвигает гранулы в направлении выгрузочного вентилятора.
Воздушная струя должна распределяться таким образом, чтобы процесс сушки и перемещения гранул протекал равномерно по всей длине сушилки (регулировка осуществляется с помощью заслонок в воздушных камерах сушилки).
Одним из чрезвычайно важных факторов, оказывающих влияние на вспенивание полистирола, является продолжительность хранения сырья. Чем старше сырье, тем продолжительнее вспенивание и тем труднее достичь требуемой мнимой плотности вспененных гранул. Поэтому срок хранения сырья в герметичной упаковке ограничен до шести месяцев.
1.3. Техническое оснащение узла предварительного вспенивания
2.1. Основы процесса кондиционирования гранул
В ходе кондиционирования воздух проникает внутрь вспененных гранул вследствие образовавшегося в них вакуума, а из вспененных гранул в атмосферу выпускается влага в виде пара и пентан, не прореагировавшие остатки процесса полимеризации сырья. Указанный газообмен возможен благодаря газопроницаемости полистироловых оболочек.

Рис.2.1. Гранулы вспениваемого полистирола в процессе кондиционирования
Скорость диффузии воздуха внутрь гранул обусловлена, главным образом, мнимой плотностью, температурой окружающей среды и размером гранул. Целью удаления влаги с поверхности гранул в сушилке с кипящим слоем является получение 100% мнимой поверхности, через которую осуществляется газообмен.
Скорость испарения пентана также зависит от плотности, температуры окружающей среды и размера гранул. Из крупных гранул пентан испаряется медленнее, чем из гранул малого диаметра, что обусловлено соотношением между поверхностью гранулы и ее массой.
2.2. Техническое оснащение узла кондиционирования гранул
Силосы, используемые для кондиционирования вспененных гранул, изготовляются в виде легкой металлической конструкции стеллажного типа с контейнерами из ткани, пропускающей воздух.
При перемещении вспененных гранул с помощью струи воздуха, на поверхности гранул накапливаются сильные электростатические заряды. Поэтому чрезвычайно важно тщательно заземлить все металлические элементы силосов, транспортных трубопроводов и остального оборудования.
2.3. Параметры кондиционирования гранул
Температура окружающей среды в цехе кондиционирования гранул не должна быть ниже 15°С, при более низкой температуре продолжительность кондиционирования увеличивается. В летний период, при температуре свыше 20°С время кондиционирования сокращают, а при более низких температурах — продлевают.
При транспортировке свежих гранул в силосы, их мнимая плотность увеличивается в результате столкновений со стенками трубопровода. Поэтому при установке параметров вспенивания необходимо учитывать увеличение плотности при транспортировке.
3.1. Характеристика процесса формования
При выработке блоков вспененные гранулы свободно засыпают в камеру формы до ее полного наполнения. Затем в форму подают насыщенный сухой водяной пар под давлением 0,2-0,4 МПа, что приводит к дальнейшему увеличению объема гранул. В связи с тем, что гранулы находятся в закрытой камере, сначала заполняется свободное пространство между ними, а затем гранулы сцепляются друг с другом.
Рис.3.1.1. Пример фазового цикла формования блоков без использования вакуума

1) наполнение 2) продувание 3) запаривание 4) охлаждение 5) расформовка
Рис.3.1.2. Пример фазового цикла формования блоков с использованием вакуума 
| 1) наполнение 2) вакуум 3) продувание 4) запаривание — рост |
5) запаривание — выдержка 6) выпуск 7) вакуумное охлаждение 8) разгрузка |
Важным фактором при запаривании блока является подача в камеру в свободное пространство между гранулами соответствующего количества пара в кратчайшее время. Для этого необходима соответствующая вентиляция (продувание), целью которой является удаление воздуха перед началом процесса запаривания. Недостаточная продолжительность продувания приводит к неоднородной плотности и плохому спеканию блока.
Важно также поддерживать постоянную высокую температуру формы, в противном случае значительно растет расход пара (рис.3.1.3) и пар становится мокрым, что снижает качество сцепления гранул.

Рис.3.1.3. Примерный расход пара в зависимости от температуры формы
Давление, которое блок оказывает на внутренние стенки формовочной камеры, составляет примерно 0,08 МПа. Для того, чтобы блок можно было вынуть из формы без его повреждения, это давление необходимо уменьшить до величины около 0,01 МПа. Время, необходимое для уменьшения давления блока, то есть время охлаждения, зависит от марки пенопласта.

Рис.3.1.4. Примерное время охлаждения блока в зависимости от продолжительности кондиционирования
В фазе продувания и охлаждения применяется вакуум с целью интенсификации процесса запаривания и ускорения процесса охлаждения.
4.1. Краткая характеристика процесса кондиционирования блоков
После окончания процесса формования блоки кондиционируют. Кондиционирование проводится с целью снижения влажности и устранения внутренних напряжений, возникающих при формовании. Кроме того, при этом протекают процессы диффузии газов и выравнивания давления внутри гранул с атмосферным давлением, подобные процессам, происходящим при кондиционировании предварительно вспененных гранул.
В процессе кондиционирования блоков очень важную роль играет очередность их использования, соответствующая очередности формования, то есть при отборе блоков для разрезания следует начинать с самых «старых».
Разрезание блоков осуществляется с помощью реостатной проволоки, нагретой до соответсвующей температуры.
Все отходы подаются в измельчитель, откуда в измельченном виде пневматически транспортируются на вторичное использование.
Окраска пенополистироловых плит должна быть такой же, как окраска предварительно вспененных гранул полистирола.
Необходимо проводить выборочную проверку плит — по крайней мере 2 шт. на длине каждого блока.
Если плиты отвечают предъявляемым требованиям, то после укладки в стопки они направляются на упаковку.
Если отклонение от требуемых размеров превышает допустимую величину, то следует еще раз проверить по одной плите на всей длине блока, определить причину, произвести соответствующую корректировку промежутков между отрезками реостатной проволоки.
Проверить таким же образом размеры плит, полученных в результате разрезания следующего блока.
Плиты, которые не отвечают предъявляемым требованиям, направляются на вторичное использование.
Отходы используется вторично в производстве блоков.
6.1. Техническое оснащение узла
Устройство предназначено для измельчения пенополистироловых отходов, в результате чего получают крошку, используемую в качестве добавки к гранулам полистирола при производстве пенополистироловых блоков. Размеры получаемой таким образом крошки составляют до 15 мм.
Интересно? Оставьте закладку, что бы вернуться сюда позже!