Оборудование для производства сварной балки
Особенности производства и эксплуатации сварных балок
Если раньше в строительстве использовались балки, элементы которых соединялись между собой многочисленными болтами, штырями и заклепками, что значительно утяжеляло всю конструкцию, то сейчас им на смену пришли прочные и надежные сварные балки, отличающиеся небольшим весом.

Готовые двутавровые балки на складе
Станочные тиски — это инструмент, используемый для удержания предметов на месте. Он может быть как ручным, так и механическим, и бывает разных размеров и форм. Машинные тиски часто используются в производстве для удержания деталей или деталей во время их обработки. Найти станочные тиски вы можете на сайте https://www.o-g-m.ru/katalog/osnastka-i-komplektujuschie/tiski
Виды станочных тисков
Существует множество различных типов станочных тисков, каждый из которых имеет свои преимущества и недостатки. Некоторые распространенные типы машинных тисков включают:
•линейные ползунковые тиски,
•поворотные ползунковые тиски,
•винтовые тиски,
•кулачковые тиски и составные ползунковые/кулачковые тиски.
Линейные направляющие и поворотные направляющие VICES являются наиболее распространенными типами, используемыми сегодня. Линейные тиски скольжения работают, перемещая кусок металла по неподвижному рельсу или направляющей. Вращающиеся тиски перемещают деталь вокруг оси или барабана, который вращается. Винтовые тиски используют винты для удержания деталей на месте.
Тиски кулачкового типа имеют кулачковые поверхности, которые вращаются вокруг оси для перемещения деталей между положениями. VICES комбинированного кулачково-кулачкового типа имеют как скользящее, так и кулачковое действие.
Преимущества и недостатки использования машинных тисков
Есть много преимуществ и недостатков использования машинных тисков. Основное преимущество заключается в том, что его можно использовать для удержания деталей на месте во время работы с ними, что упрощает ремонт или модификацию.
Используя машинные тиски, вы можете гарантировать, что ваша работа будет выполнена точно и быстро, что может привести к улучшению результатов. Кроме того, использование машинных тисков может сэкономить ваше время и энергию.

Недостатком является то, что машинные тиски могут быть очень тяжелыми для руки при неправильном использовании, а также могут быть трудными в использовании, если у вас меньше опыта работы с инструментами.
Преимущества сварных двутавровых балок
В наше время очень сложно найти строительный объект, который возвели без использования сварных двутавровых балок. Балки, имеющие такое сечение, широко распространены потому, что позволяют значительно снижать затраты на строительство сооружений различного назначения, обеспечивая при этом высокую надежность возводимых конструкций.
Сварная балка, сечение которой имеет форму двутавра, способна выдерживать значительные статические и динамические нагрузки, не теряя при этом, своих эксплуатационных характеристик. Важным фактором является и то, что использование таких сварных балок позволяет снизить вес строительных конструкций, что в итоге уменьшает нагрузку на фундамент здания и на его несущие конструкции.

Использование двутавровых балок при изготовление каркаса здания
Сварной двутавр особенно незаменим в тех элементах строительных конструкций, где особенно важны прочность и способность успешно противостоять механическим нагрузкам различной направленности. К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
Очень востребована сварная балка в различных отраслях машиностроения и при строительстве сооружений быстровозводимого типа, поскольку технология ее производства очень экономична.
Несмотря на то, что организовать изготовление сварных балок двутаврового сечения достаточно несложно, экономически более выгодно производить их с использованием автоматизированного оборудования. Автоматизированные линии, на которых производство таких сварных балок поставлено на поток, позволяют не только значительно снизить себестоимость продукции, но и строго соблюдать технологию ее изготовления.

Перекрытия по металлическим двутавровым балкам
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Создание заготовки по чертежу
Для ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Для данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
На этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой. При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность).
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
На тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.

Автоматическая сварка элементов двутавровой балки
Производство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
Как выполняется сварка балок двутаврового сечения
Конструкция сборочного оборудования, используемого для изготовления сварных балок, имеющих двутавровое сечение, определяется способом сварки для формирования поясных швов. Выбор такого оборудования зависит также и от того, какие приспособления планируется использовать в процессе производства. На современных предприятиях для формирования длинных поясных швов двутавровых сварных балок чаще всего используют автоматическую сварку под слоем флюса. Такой метод позволяет получить сварные швы, отличающиеся высоким качеством и надежностью по всей их длине.

Сварка балки как этап её изготовления
Использование для производства балок двутаврового сечения автоматизированного оборудования для сварки под слоем жидкого флюса позволяет не только снизить себестоимость готовой продукции, но и обеспечить ее высокое качество и надежность. Принцип работы такого оборудования предусматривает, что нерасплавленный флюс, защищающий зону сварки, находится под давлением. Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Между тем, сварная балка могут изготавливаться с использованием ручной дуговой и полуавтоматической сварки. В таких случаях для их сборки используют специальные кондукторы с зажимными элементами, либо обычные прихватки и хомуты. Однако следует иметь в виду, что в таком случае придется столкнуться с большими потерями расплавленного металла, которые будут происходить по причине его разбрызгивания и угара. Такие потери могут доходить до 30%.
Сварочные установки, используемые в производстве балок двутаврового сечения
Кроме того, что при изготовлении сварных балок двутаврового сечения необходимо выполнять сварку между собой их основных конструктивных элементов – полок и стенки, также часто требуется соединять уже готовые балки между собой. В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
Оборудование портального и консольного типа
На таком оборудовании, кроме самой сварочной головки, могут быть смонтированы устройства, обеспечивающие контроль за качеством получаемого шва, подачу и удаление флюса. Большим преимуществом такого оборудования является и то, что сварка с его помощью выполняется под углом в 45 градусов, что гарантирует отличную провариваемость деталей и получение шва с хорошим катетом.

Консольная сварочная установка с ЧПУ
Сварочные манипуляторы позволяют автоматизировать процесс сварки, для их комплектации можно использовать различное навесное оборудование. Например, рабочим органом такого манипулятора может быть автоматическая головка, выполняющая сварку в среде защитных газов или под жидким флюсом. Универсальность сварочных манипуляторов позволяет решать самые разнообразные задачи, связанные с процессом сварки.
Самоходные сварочные тракторы
Наиболее простой тип оборудования, который можно использовать для сварки длинных балок двутаврового сечения. Однако применять сварочные тракторы целесообразно только при изготовлении балок небольшими партиями.
Оборудование для изготовления сварной двутавровой балки
Автоматический стан для изготовления сварных двутавровых балок предназначен для сборки, сварки балки и правки геометрии полок балки. Автоматический стан осуществляет полный цикл изготовления двутавровой балки.
Процесс производства представляет из себя:
- сборку балки путем прокатки через систему валков;
- сварку стыков балки под слоем флюса в вертикальном положении;
- правку грибовидности полок двутавровой балки.
Оборудование оснащено современной системой рециркуляции флюса позволяющей уменьшить его расход. Процесс сборки и сварки балки происходит в автоматическом режиме. Во время производства можно регулировать скорость движения балки при помощи программного логического контроллера, тем самым контролировать качество сварного шва.
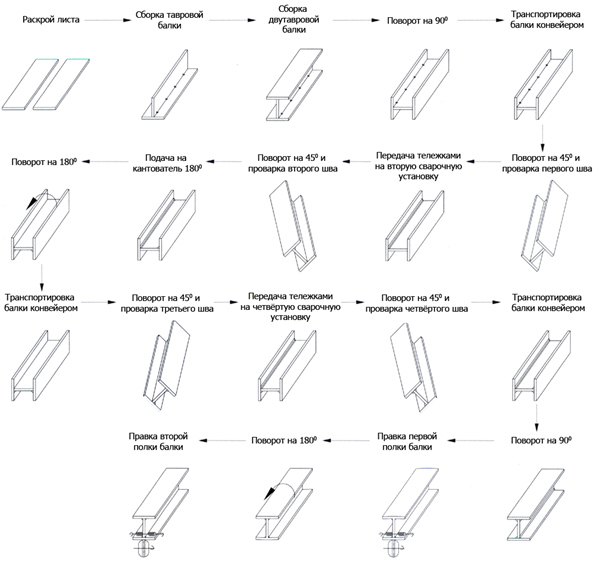
Технология изготовления
Сначала собирается тавр, состоящий из полки и стенки балки, производится одновременная сварка обоих швов, исправляется грибовидность полки балки, затем, балка посредством крана возвращается на операцию сборки, кантуется на 180°, устанавливается на вторую полку балки, сваривается и исправляется грибовидность. При изготовлении балки с толщиной полки более 20 мм, для обеспечения полного провара стенки, необходимо после сборки и сварки балки на универсальном стане доварить её (заполнить разделку и выполнить необходимый катет шва) на портальном сварочном стане в положении «в лодочку», установив на стапелях. Количество рабочих, обслуживающих стан: 3 человека при сварке балки только на стане сборки-сварки (без учета крановщика).
Количество рабочих обслуживающих стан
3 человека при сварке балки только на стане сборки-сварки (без учета крановщика);
Краткие технические характеристики производственной линии
HHX-1200A
HHX-1500A
HHX-1800A
HHX-2200A
HHX-2500A
Высота стенки балки, мм
Ширина полки балки, мм
Толщина стенки балки, мм
Толщина полки балки, мм
Рабочая скорость линии, мм/мин
Тип настройки скорости
Угол регулировки сварочной головки
Сварочный источник питания
Lincoln Electric, для сварки под флюсом, 1000А
Возможности расширения производственной линии
Исходя из технических условий на выпускаемую продукцию, стан может оснащаться оборудованием для автоматической двухдуговой сварки под слоем флюса двумя проволоками. Мы также готовы рассмотреть предложения по оснащению станов сварочным оборудованием Российского производства.
Для создания полноценной производственной линии изготовления двутавровых балок, мы предлагаем полный перечень оборудования позволяющего провести весь технологический передел, начиная от резки листа и заканчивая окраской готовой балки.
Полуавтоматизированная линия для изготовления двутавровой балки
Поточная полуавтоматизированная линия изготовления двутавровой балки — это продукт нового поколения разработанный с применением передовых технологий. Когда площади, на которых предполагаются разместить производство сварных двутавровых балок ограничены, прибегают к варианту снижения степени автоматизации за счет отказа от систем рольгангов на передаточных операциях, с использованием кранов для перемещения заготовок между операциями. А также использования одной или двух портальных сварочных установок. Сварка осуществляется в положении «в лодочку» на стапелях. Правку грибовидности полок балки также осуществляют на стане для правки полок балки.
Состав поллуавтоматизированной линии для изготовления балки
- машина термической резки,
- стан для сборки балки на прихватки,
- портальная установка для сварки швов балки ,
- стан для правки грибовидности
Преимущества полуавтоматизированной линии для изготовления сварной балки
- Возможность оптимального размещения оборудования на производственных площадях — передача заготовок между операциями осуществляется краном, поэтому необходимости установки станков в линию нет.
- Высокое качество сварки балок, сварка ведется в оптимальном положении («в лодочку»), большой диапазон катетов сварного шва, возможность многопроходной сварки.
- Производительность полуавтоматизированной линии до 120 п/м за 8-часовую смену, общий вес продукции около 16тн (даная производительность достигается после приобретением рабочими, обслуживающими линию, достаточного опыта в эксплуатации оборудования).
- Относительно невысокая стоимость линии.
Количество рабочих обслуживающих линию (без учета крановщика)
- машина термической резки с ЧПУ : 1 человек;
- стан для сборки двутавровой балки: 2 человека;
- портальная сварочная установка: 2 человека;
- стан для правки полок балки: 1 человека;
- бслуживающий персонал: 1 человек, отвечающий за механическую систему и 1 человек, отвечающий за электрическую систему;
Оборудование для производства двутавровых деревянных балок
Параметры производимых балок:
- в базовом варианте до 7 200 мм
- по требованию заказчика до 12 000 мм
- в базовом варианте 140 – 450 мм
- по требованию заказчика 150 – 500 мм
Диапазон размеров используемых комплектующих:
- полка (брусок): 50 – 120 мм
- стенка (ОСП): 10 – 12 мм
- однокомпонентный полиуретановый
- поливинилацетатный (ПВА) D4 /однокомпонентный/

1. Гидравлический пресс ГП-7200


Гидравлический пресс – ГП-7200 предназначен для сборки двутавровых балок путем запрессовывания стенки (ОСП, фанера) в полку (деревяный брусок) с заранее подготовленным клиновидным или прямоугольным пазом и нанесенным в паз клеем. После прессования собранной балки в прессе брусок фиксируется к стенке (ОСП, фанере) балки путем свозной прошивки шпилькой посредством пневматического инструмента. После фиксации готовая балка высвобождается из пресса и складируется.
Характеристики пресса:
| Габаритные размеры пресса (мм), ДхШхВ: | 8 000 х 1 600 х 2 200 |
| Масса пресса (кг): | 2 000 |
| Номинальная производительность (п.м./смену): | 1 200 |
| Персонал (чел): | 2 |
| Напряжение (В): | 380, 3 фазы |
| Мощность, потребление (кВт): Двигатель _1 Двигатель_2 |
0,18 3,00 |
| Комплектация (ед): Пресс Гидростанция |
1 1 |
2. Станция нанесения клея СНК-2


Полуавтоматическая станция нанесения клея – СНК-2 предназначена для нанесения клеевой смеси в клиновидные или прямоугольные пазы деревянного бруска (полки) посредством форсунок. Станция оснащена функцией автоподачи брусков по двум направляющим. Скорость подачи бруска и объем подаваемой клеевой смеси регулируются. Станция комплектуется столом подачи.
Характеристики пресса:
| Габаритные размеры станции (мм), ДхШхВ: | 1 100 х 1 500 х 1 600 |
| Габаритные размеры стола подачи (мм), ДхШхВ: | 6 100 х 1 200 х 1 500 |
| Масса станции (кг): | 350 |
| Масса стола подачи (кг): | 300 |
| Персонал (чел): | 1 |
| Скорость нанесения клея: | Регулируется |
| Объем нанесения клея: | Регулируется |
| Объем клеевой емкости (л): | 40-50 |
| Объем емкости для воды (л): | 20 |
| Напряжение (В): | 380, 3 фазы |
| Мощность, потребление (кВт): Мотор-редуктор подачи бруска Водяной насос Мотор-редуктор подачи клея |
0,75 0,37 1,5 |
3. Станок специальный фрезерный СФ-101


Станок специальный фрезерный – СФ-101 предназначен для формирования клиновидного или прямоугольного паза в деревянном бруске или LVL-брусе (полке).
Характеристики пресса:
| Габаритные размеры (мм), ДхШхВ: | 1 500 х 800 х 1400 |
| Масса (кг): | 450 |
| Персонал (чел): | 1-2 |
| Скорость обработки бруска п.м/мин: | 7,8 |
| Количество фрез (шт): | 2 |
| Мощность, потребление (кВт): Двигатель привода фрезы _1 Двигатель привода фрезы _2 Мотор-редуктор подачи бруска |
3,0 3,0 0,75 |
| Дополнительные требования: обязательно наличие системы аспирации (в комплекте не поставляется). | |
4. Станок специальный фрезерный СФ-102


Станок специальный фрезерный – СФ-102 предназначен для формирования клиновидного спила на стенке балки (ОСП).
Характеристики пресса:
| Габаритные размеры (мм), ДхШхВ: | 1 400 х 800 х 1300 |
| Масса (кг): | 450 |
| Персонал (чел): | 1-2 |
| Количество фрез (шт): | 2 |
| Мощность, потребление (кВт): Двигатель привода фрез Мотор-редуктор подачи |
3,0 0,75 |
5. Станок специальный фрезерный СФ-202


Станок специальный фрезерный – СФ-202 предназначен для формирования пропила для замкового соединения стенки балки (ОСП).
Характеристики пресса:
| Габаритные размеры (мм), ДхШхВ: | 3 700 х 1 300 х 1 700 |
| Масса (кг): | 450 |
| Персонал (чел): | 1 |
| Количество фрез (шт): | 2 |
| Мощность, потребление (кВт): Двигатель привода фрезы _1 Двигатель привода фрезы _1 |
3,0 3,0 |
6. Стенд проверки балок

Испытательный стенд – ИС-1 предназначен для проверки полученных образцов балок на изгиб.
Характеристики пресса:
| Габаритные размеры (мм), ДхШхВ: | 2 700 х 900 х 2 000 |
| Масса (кг): | 450 |
| Персонал (чел): | 1 |
| Гидроцилиндры (ед): | 2 |
| Гидравлический привод: | Ручной |
ГК “СИПпром”
Отдел продаж:
Текущее время — 23:49 (МСК +2)
Представительство в Казахстане
Оборудование для производства сварной балки
Стан для производства сварной балки TWN 6015
Стан TWH 6015 предназначен для изготовления двутавровых и тавровых балок симметричного, переменного и несимметричного сечения. Стан одновременно осуществляет следующий ряд операций: предварительную и окончательную сборку балки, сварку, правку сварочных деформаций и выгрузку готовых балок на выходной рольганг. В процессе производства используется программный контроль скорости движения балки и автоматическая регулировка скорости подачи проволоки.
- Высота стенки балки, мм 200-1500.
- Длина балки, мм до 15000.
- Ширина полки балки, мм 200-800.
- Толщина стенки балки, мм 6-30.
- Толщина полки балки, мм 8-40.
- Рабочая скорость линии, мм/мин 400-1000.
МАШИНА ТЕРМИЧЕСКОЙ РЕЗКИ

МАШИНА ТЕРМИЧЕСКОЙ РЕЗКИ
МТР – это станок с числовым программным управлением (ЧПУ), который обеспечивает высококачественный-термический раскрой листового проката, черных и цветных металлов, а так же их сплавов.
Преимущества применения машин термической резки в том, что она имеет высокую производительность и точность:
– в вырезании отверстий в профилях и трубах любых форм, размеров и толщины.
– вырезает криволинейные контуры на поверхности со скосом торцевой кромки материала
– в обработанном изделии получаем высокое качество разделительных швов, которые не требуют дополнительной обработки
– использование МТР дает очень высокую точность в срезах, что в процессе получаем меньше отходов и снижаются затраты на материалы.
– при заданных размерах, станок ЧПУ быстро нарежет заготовки в нужном количестве, что позволяет в кратчайшие сроки выполнять заказы
В технологии термической резки, главным критерием выступает высокоточная и маневренная аппаратура, что дает большое преимущество данной технологии к выполнению большого объема и ювелирной точности, при этом не привязывая человека к проверке каждой детали, так как аппарат ЧПУ с точностью выполняет запрограммированные инженером параметры.
МАШИНА ГАЗОВОЙ РЕЗКИ

МАШИНА ГАЗОВОЙ РЕЗКИ
МГР- это устройство газовой резки, оно выполняет свои задачи по обработке металлов путем разделительной кислородной резки и сделана по новой технологии ЧПУ, которая отвечает на сегодняшний день всем требованиям металлургической отрасли.
МГР производят качественную резку заготовок непрерывнолитых, сложных и простых металлических форм.

– преимуществом данной обработки является то, что металлические листы или формы могут быть от 2 до 2000 мм.
– МГР дает возможность обрабатывать многослойные материалы
– не требуется дополнительной обрезки
– можно обработать вторично участки металла и поверхностно его зачистить
Один из главных критериев газокислородной резки, является ответ всем эффективно техническим процессам и не высокой стоимостью на 1 п.м, обработанного металла.
ЛЕНТОПИЛЬНЫЕ СТАНКИ

ЛЕНТОПИЛЬНЫЕ СТАНКИ
Ленточный распил, широко применим в сфере нашего завода стальных конструкций.
Это оборудование для высокопроизводительной резки цветного металла, конструкционных и инструментальных сталей, достаточно мощный и эффективный в работе.
Обладает скоростной резкой, при этом делая точные срезы на металле.
Стальная и гибкая ленточная пила, изготовленная из очень прочного твердого сплава, является основной режущей частью станка. Работает ленточная пила, на оборотах, которые выставляет специалист, согласно нормам оборотов для обрабатываемого металла или сплава. Узел лентодержателей, удерживает от поперечного перемещения, что обеспечивает правильное положение и точный рез.
Резку на станке производят под углом 90°, но станок на нашем заводе оснащен поворотной рамой, которая дает возможность производить срезы с любыми углами. Это так же позволяет нам выполнять весь спектр услуг по обработке стальных конструкций.
СВАРОЧНОЕ ОБОРУДОВАНИЕ

СВАРОЧНОЕ ОБОРУДОВАНИЕ
На сегодняшний день профессиональное сварочное оборудование оснащено очень мощной электрической, механической, химической энергией. Принципом сварки является неразъемное соединение, а профессиональное сварочное оборудование позволяет выполнять большие объемы работ и получать долговечное сварочное соединение. Неотъемлемой частью оборудования является прочность, мощность, функциональность, а также автоматизация и механизация процесса сварки. Технологичное сварочное оборудование имеет множество функций, которые не требуют присутствие человека, все эти показатели позволяют увеличивать производительность и объемы.
Автоматическая сварка
Выполняется под защитным флюсом, на выходе получаем аккуратный шов, так как во время всего процесса происходит ровное горение дуги.
ТИГ сварка
Этот вид сварки выполняют с применением вольфрамового электрода с аргоном-газом, где происходит горение электрической дуги. Шов получат без оксидной пленки.
Электрошлаковая сварка
ЭШС – достаточно высокопроизводительный и экономичный вид сварки.
Процесс происходит при плавлении шлака, куда опускается электрод, проводя через себя ток.
Электронно-лучевая сварка
Этот метод сварки происходит при нагреве и дальнейшем расплаве, под воздействием высокоскоростных электронов. Электроны двигаются в вакууме при помощи электрического поля. Так как сварка происходит в вакууме, на выходе получаются ровные швы, минимальной толщины, даже при разных размерах деталей.
Диффузионная сварка
Один из современных видов сварки, при котором происходит проникновение атомов деталей, соединяющиеся при сильном сдавливании и нагреве до нужной температуры.
Контактная сварка
Применима при массовом и серийном промышленном производстве. В процессе сварки образуется неразъемное соединение с нагревом деталей, проводя через детали электрический ток с применением давления. Самый распространенный вид в контактной сварке – это точечный, но в работе применимы так же и стыковая, шовная, рельефная, шовно-стыковая сварка на оборудовании.
ТОРЦЕФРЕЗЕРНЫЙ СТАНОК

ТОРЦЕФРЕЗЕРНЫЙ СТАНОК
Торцефрезерные станки предназначены для предварительной подготовки перед сваркой. Станок обеспечивает высоко точную торцовку сварных балок, балок коробчатого сечения, горячекатаных двутавровых балок, а так же другие видов стального и металлического профиля. Металлоконструкции используются в различных отраслях, где необходима высокая прочность и надежность, и торцевая обработка необходима для качественного, конечного результата прочности.
Станки оснащены новым программно-числовым управлением, поэтому процесс фрезеровки становится автоматизированным и с высокими показателями качества обработанных заготовок. Простота конструкции станка, позволяет достаточно быстро его отрегулировать и настроить. Станок оснащен сварным корпусом, так же к плюсам можно отнести, достаточно легкий вес и жесткость конструкции.
Составляющие станка имеют основные узлы:
- вертикальная консоль
- скользящий стол
- устройства механической подачи
- станина в сборе
- фрезерная головка
- электросистема
- рельсовый направляющий путь и т.д
АГРЕГАТ ПЕСКОСТУЙНОЙ ОЧИСТКИ ПОВЕРХНОСТИ

АГРЕГАТ ПЕСКОСТУЙНОЙ ОЧИСТКИ ПОВЕРХНОСТИ
Агрегат пескоструйной очистки поверхности, проводит высокоэффективную очистку и обезжиривание металлоконструкций и различных поверхностей при помощи абразивного материала. Технология пескоструйной обработки, подготавливает изделие к таким этапам, как сварка, антикоррозийная обработка или нанесение лакокрасочной продукции.
Профессиональное оборудование пескоструйной очистки разделено на два класса:
- – Первая классификация агрегата- закрытый камерный тип. Отличительные признаки такого оборудования, высокая мощность, безупречное качество очистки или создание на поверхности структуры материала.
- – Вторая классификация агрегата- открытый тип (переносные аппараты) их можно применять, как в цеху, так и на улице. Для переносного оборудования нет ограничений по длине и ширине обрабатываемых изделий.
В международном стандарте есть описание четырех уровней обозначений “степень ржавости”
А – большая степень, покрытая окалиной, но не много или совсем не затронута ржавчиной:

В – поверхность начала ржаветь, окалина осыпаться:

С – окалина отвалилась и может быть удалена, появилась легкая видимая питтинговая коррозия:

D – окалина отвалилась, появилась легкая хорошо видимая питтинговая коррозия:

Процесс пескоструйной очистки имеет четыре вида подготовки поверхности и обозначается буквами Sa:
Sa 1 – Легкая очистка-эффект близок к зачистке металлической щеткой
Sa 2 – Тщательная очистка Степень очистки 76% очищенного изделия, остаточное загрязнение должно иметь плотное прилегание.
Sa 2,5 – Очень тщательная пескоструйная очистка, почти до блеска. Степень очистки – 96% чистой поверхности. Следы загрязнений и заражений должны проявляться только в виде немного заметных пятен и полос.
Sa 3 – Полная очистка до блеска. Степень очистки- 99% чистой поверхности. Поверхность с однородным металлическим блеском.
Во всех этих видах, есть свое преимущество, так как при воздействии абразивных частиц мы достигаем нужной цели: полное очищение металла или придание шероховатости.Технология пескоструйной очистки, значительно продлевает сроки эксплуатации изделий. После нанесения на обработанную поверхность покрытий, они дольше выполняют свою защитную функцию.
ОКРАСОЧНОЕ ОБОРУДОВАНИЕ

ОКРАСОЧНОЕ ОБОРУДОВАНИЕ
ОСК (окрасочно сушильная камера) и прежде чем ей воспользоваться, перед окрашиванием обязательно проводят многосоставной процесс для подготовки поверхности.
Металлоконструкции подготавливают путем очищения от грязи, пыли, смазки и ржавчины пескоструйным методом или химическим способом воздействуют на поверхность. Любая пыль и налет не даст возможности образованию ровного покрытия. Следующим этапом наносят грунтовку и иногда выполняют обезжиривание. Металлоконструкции широко применимы в разных отраслях промышленности и строительства, для продолжительного срока службы на металлические поверхности наносят краску или спец составы. Если в короткие сроки не провести грунтовку, спец обработку составом или окрашивание металла, то очищенный и не защищенный металл подвергается окислению.
В заводских условиях металл окрашивают порошковым способом, так как способ технологически сложный и требует специальное оборудование, но на выходе получаем окрашенные металлоконструкции без недостатков.
Если при всем разнообразии разделить покрасочное оборудование на группы, то мы получим краскораспылители, окрасочно-сушильные камеры и кабины, агрегаты, насосы.
Окрасочное оборудование дает залог качества, прочное и ровное покрытие, защиту и привлекательный вид на долгие годы.
Станки для производства двутавровой балки



Двутавровые балки широко используются при возведении металлических конструкций в строительной сфере – в качестве каркасов абсолютно любого здания: сельскохозяйственных и общественных строений, жилых домов, зданий промышленного назначения и т.п. Из практики большинства известных строительных компаний – металлоконструкции из сваренного двутавра экономично выгодней во время возведения сооружения, чем их аналоги.

Преимущества сварного двутавра:
- применение в качестве каркасных металлоконструкций позволяет существенно снизить вес деталей и элементов, при этом детали будут иметь высочайший коэффициент прочности;
- их использование позволяет возводить экономичные формы опор, что положительно сказывается на весе, что в свою очередь позволит экономить на фундаменте;
- легкость в эксплуатации позволяет создавать здания различной архитектурной направленности;
- в независимости от направления возводимого здания, они признаны наиболее прочными и экономически выгодными;
- производители металлопроката не выпускают балки размером более, чем 60Б. Поэтому, когда требуются конструкции, жесткость и несущая способность которых превышают возможности прокатных профилей, используют сварные балки.
- применение в одной сварной балке (бистальная балка) различных марок стали, когда наиболее напряженные участки балки изготавливаются из стали повышенной прочности, а наименее напряженные – из малоуглеродистой стали, позволяет снизить стоимость балки;
- возможность изготовления сварных балок переменного сечения;
- возможность изготовления сварных балок с вырезами и отверстиями, а также перфорированных балок. Перфорированная стенка балки образуется разрезанием стенки двутавра по зигзагообразной линии с последующим сдвигом половинок и сваркой встык частей двутавров по выступам стенки. Несущая способность таких сквозных двутавров в 1,3-1,5 раза выше несущей способности исходного двутавра, поскольку достигается за счет их большей высоты.
- возможность изготовления балок требуемой длины с экономией на отходах до 15%.

Изготовление – это довольно сложный процесс, который состоит из следующих этапов:
Листовой металл раскраивается на полосы необходимой длины и ширины. После этого, если необходимо, чтобы улучшить провар происходит разделка кромок на специальном станке (кромкофрезерном станке).
2) Сборка ранее подготовленных полос.
Заготовки при помощи крана укладываются на входной конвейер сборочного стана, после этого зажимаются при помощи комплектов зажимов, позиционируются и фиксируются точечно сваркой.
3) Сварка продольных швов собранной балки.
Собранная балка укладывается на специальные стапеля, над которыми располагается специальная сварочная установка. Сварочная установка оснащается одним или двумя комплектами сварочных головок (в зависимости от вида сварочной установки – консольная или портальная соответственно.
4) Правка грибовидности балки
Во время сварочного процесса из-за термического воздействия на металл двутавровая балка получает деформацию – грибовидность, которая исправляется на специальном станке путем прокатки полок балки через правильные валы.
Дополнительная обработка двутавровой балки (при необходимости) подразумевает: торцевание фрезой, сверление на 3D или 2D станках с ЧПУ.
В завершении всего, по готовности балки или конечной конструкции из нее, необходимо произвести очистку при помощи дробеметной или дробеструйной установки (при помощи дроби, под разными углами происходит удаление ржавчины, жирового налета, грязи и т.п.), чтобы существенно улучшить качество наносимового после очистки защитного лакокрасочного покрытия.