Оборудование для производства литых дисков
Оборудование для производства литых дисков


**Примечания
#1. Обычно линии для производства колесных дисков для пассажирских автомобилей не нуждаются в узле для уплощения сварных швов. Однако, если оборудование используется для производства колесных дисков для малой строительной техники толщиной более 4мм, оно должно осуществлять процесс раскатки сварного стыка.
#2. Линии по производству колесных дисков для пассажирских автомобилей и грузовых автомобилей не требуют роликового профилирования листового металла для рисунков протектора, предохраняющего от скольжения и позволяющего увеличить трение между ободом и шиной.
#3. Закатка кромок представляет собой усовершенствованный процесс холодной прокатки, позволяющий получить ровные края колесных дисков без заусенцев. Узел закатки кромок комплектуется по желанию заказчика, основываясь на его требованиях к точности машинной обработки7
#4. Линии по производству ободов дисков для пассажирских автомобилей и грузовых автомобилей используются для соединения колесных ободов и колесных дисков посредством сварки, а линии по производству ободов дисков для сельскохозяйственной техники используются для соединения колесных ободов и колесных дисков посредством болтов.
Основное производственное оборудование
Наши линии по производству стальных колесных дисков включают различное оборудование для изготовления колес – машины для гибки колесных ободьев, машины для стыковой сварки оплавлением на переменном токе, машины для зачистки, прокатки и обрезки сварных швов, прессы для придания цилиндричности, горизонтальные развальцовочные машины, профилегибочные машины, горизонтальные машины для экспандирования, штамповочные прессы для пробивания отверстий для вентиля, запрессовочные машины, комбинированные сварочные машины, гидравлические системы, системы электроуправления и различную инструментальную оснастку.
Обод – это наиболее важная часть колеса, вот почему производство колесных ободьев играет решающую роль в производстве колес.Линии по производству колесных дисков Xiaoya используются для изготовления колес легковых автомобилей, грузовых автомобилей, автобусов, тракторов, сельскохозяйственных транспортных средств и инженерно-строительных машин. В соответствии с требованиями заказчиков мы разрабатываем и изготавливаем линии по производству стальных колесных дисков размером от 10 до 54 дюймов.
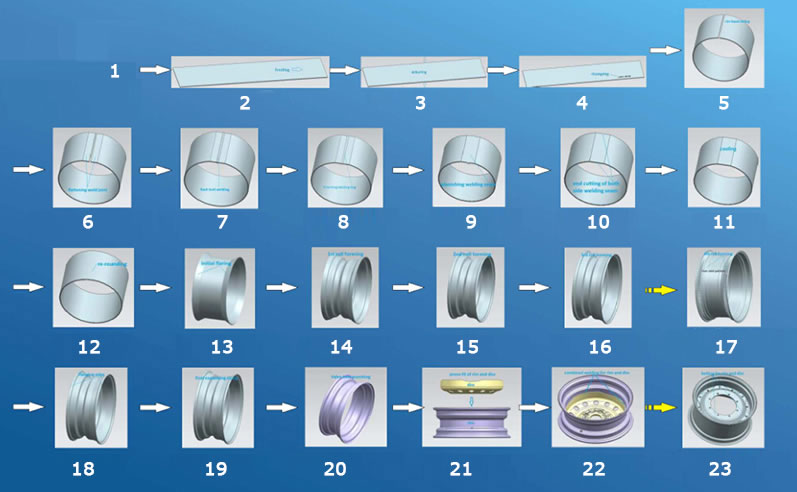
| 1. Лента из низкоуглеродистой стали, разрезанная на заданную длину, предоставляется заказчиком 2. Подача листовой стали 3. Удаление заусенцев с обеих сторон 4. Штамповка маркировки 5. Гибка обечайки 6. Расплющивание сварного стыка 7. Стыковая сварка оплавлением на переменном токе 8. Зачистка сварного шва 9. Прокатка сварного шва 10. Обрезка сварочного шлака с торцов 11. Охлаждение 12. Придание цилиндричности |
13. Предварительная развальцовка 14. 1-ое профилирование 15. 2-ое профилирование 16. 3-е профилирование 17. 4-ое профилирование рисунка, предохраняющего от скольжения 18. Закатка кромок 19. Финальное расширение 20. Пробивание отверстия для вентиля 21. Запрессовывание диска в обод 22. Сварка диска и обода 23. Соединение диска и обода болтами |

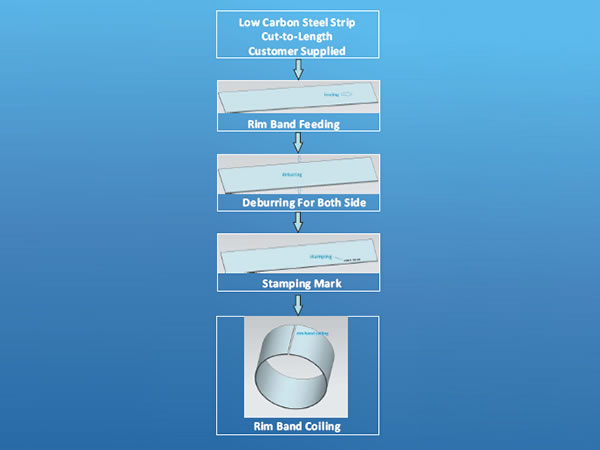
Машины для гибки колесных ободьев – это незаменимое оборудование использующееся перед сваркой колесного обода. Оно осуществляет формование обечайки из плоской стальной заготовки и используется в производстве колес легковых автомобилей, грузовых автомобилей, инженерно-строительных машин, сельскохозяйственных транспортных средств и так далее. Сначала осуществляется подача, удаление заусенцев и штамповка, затем листовая сталь поступает на стадию гибки обечайки.
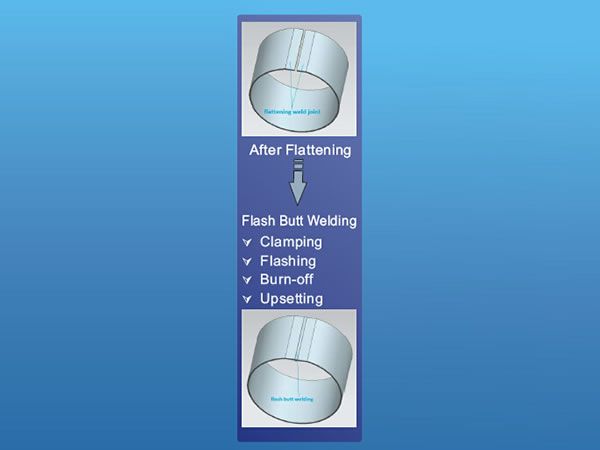
Если толщина сварочного стыка превышает 4мм перед началом стыковой сварки оплавлением необходимо использовать плющильные станки для расплющивания стыка обода.

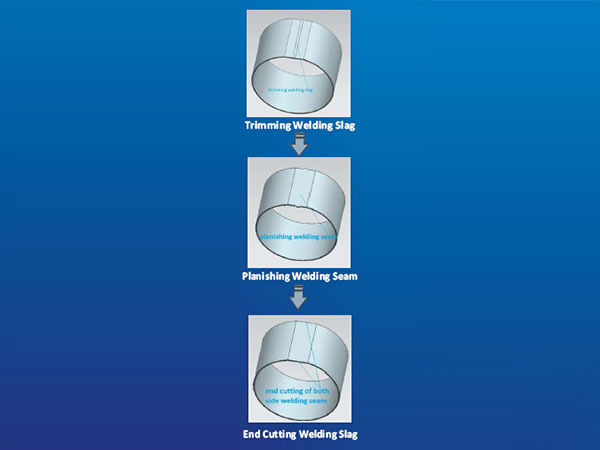
После сварки на внутренней и внешней поверхности сварного шва образуется сварочный шлак. Специальное оборудование – машины для зачистки, прокатки и обрезки сварных швов – используется для зачистки шлака и выравнивания поверхности сварного шва.

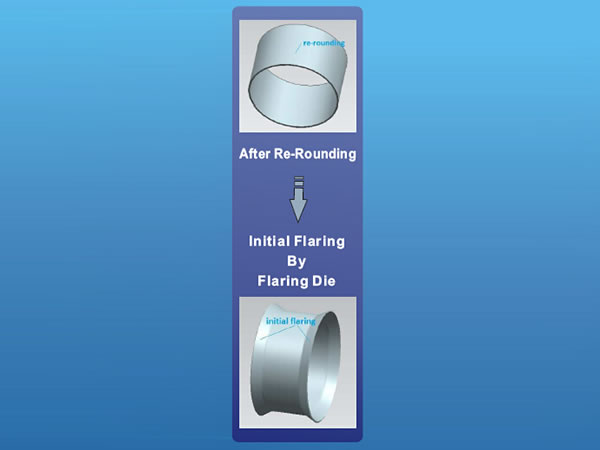
После обработки сварного шва, охлаждения и придания цилиндричности горизонтальные развальцовочные машины осуществляют расширение обечайки на конус с обоих торцов. Это облегчает последующий процесс профилирования.


Профилегибочные машины используются для симметричного и ассиметричного профилирования колесных ободьев легковых автомобилей, тракторов и инженерно-строительных машин.
Это оборудование используется для проведения с 1 по 4-й этап профилирования. 4-ое профилирование используется для создания рисунка, предохраняющего от скольжения на колесных дисках для тракторов и инженерно-строительных машин.

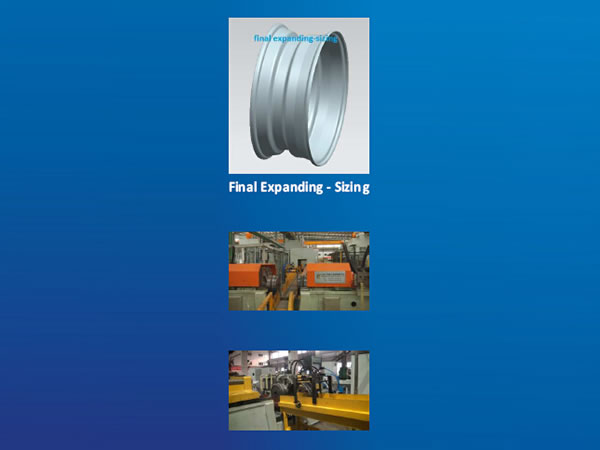
Горизонтальные машины для экспандирования позволяют увеличить размер колесных ободьев после завершения профилирования. Точное расширение и калибровка с использованием специальной инструментальной оснастки дает возможность производить колесные ободья нужного диаметра.

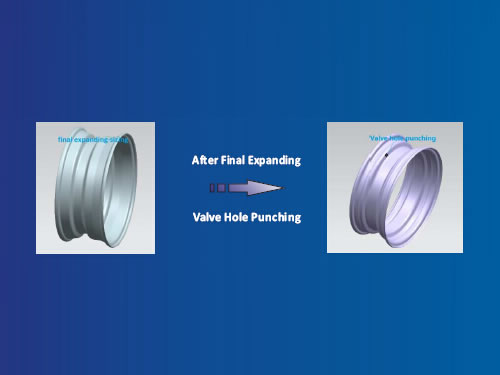
Тестирование газонепроницаемости проводится для гарантии качества сварки и уменьшения утечки воздуха. Пробивание отверстий для вентиля проводится после профилирования, это важный этап в производстве стальных колесных дисков. Для пробивания отверстий для вентиля на рабочей части обода используются соответствующие штампы. Штамповочные прессы для пробивания отверстий для вентиля осуществляют плоское прессование и пробивание отверстий в колесных ободьях для бескамерных шин.

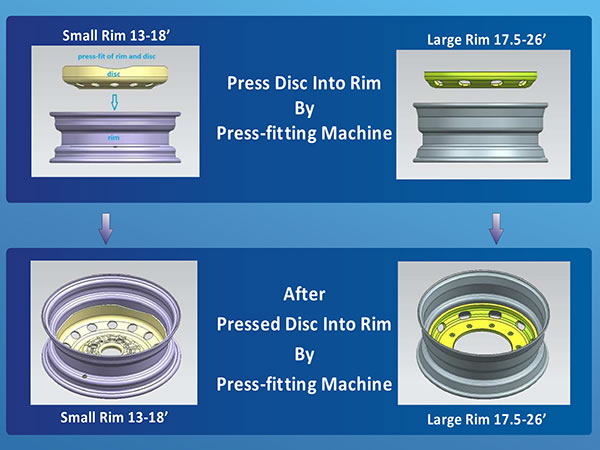
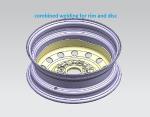
Стальные колеса состоят из обода и диска. Колесо с шиной в сборе формирует воздухонепроницаемый элемент, воспринимающий вес транспортного средства и передающий силу. Колесные диски используются для соединения между ободом и ступицей колеса и передачи мощности от двигателя. Обычно колесные ободья и диски для легковых и грузовых автомобилей соединяются с помощью сварки, а крупные колесные ободья и диски для сельскохозяйственных транспортных средств соединяются с помощью болтов.
Производство дисков
Компания CMST уже более 20 лет занимается разработкой и производством кованых дисков для премиум и спортивных автомобилей по всему миру. Будучи профессионалами своего дела, наши дизайнеры и проектировщики создают действительно уникальные и стильные диски.

В активе компании уже более 100 разработанных и проверенных моделей. Среди них моноблоки, а также двух- и трёхсоставные кованые диски как для легковых автомобилей, так и для внедорожников.

Создание диска начинается с идеи. Вы можете в полной мере проявить свою индивидуальность и принять непосредственное участие в разработке эксклюзивного дизайна дисков, который наши дизайнеры доработают согласно всем вашим пожеланиям.

Линейка уже готовых дизайнов дисков всё время пополняется новыми актуальными моделями. Наши дизайнеры всегда следят за тенденциями и трендами в области автомобилестроения, что позволяет нам своевременно разрабатывать современные дизайны дисков, подходящие для только выпущенных автомобилей.
Как только наши дизайнеры передают чертежи в инженерный отдел, наши проектировщики начинают работу над 3D-моделью.
На этом этапе при помощи программного обеспечения мы проверяем и тестируем базовые характеристики создаваемых дисков. Разработанные нами критичные значения нагрузок позволяют увеличить запас прочности и надёжности продукта.

За всё время работы нашей компании у нас появилась большая база OEM, благодаря которой мы можем с полной уверенностью подобрать параметры дисков по характеристикам вашего автомобиля и вашим личным предпочтениям.

После тщательного подбора нашими инженерами всех необходимых параметров мы даём гарантию того, что изготавливаемые нами диски подойдут к вашему автомобилю и будут производительней, чем диски со штатными параметрами. При этом они будут сочетать в себе минимальный вес и максимальную прочность.

Каждый комплект дисков производится индивидуально для каждого конкретного авто с учётом всех его технических особенностей и характеристик. В результате вы получаете оптимальные параметры дисков в сочетании с максимальной вогнутостью спиц или максимальной шириной полки.
Каждый комплект кованых дисков CMST изготавливается исключительно из высококачественного авиационного алюминия марки 6061-T06, что обеспечивает максимальное качество и прочность.

Мы гордимся тем, что наша фабрика имеет собственное производство полного цикла. В него входит более двадцати станков числового программного управления, покрасочные камеры, сертификацию TUV. Всё это позволяет нам на каждом этапе организовывать контроль качества и быстро реагировать на изменения потребностей клиентов.

На этой стадии заложено самое главное отличие от литых дисков, при изготовлении которых расплавленный металл подаётся в заранее изготовленную форму. В нашем случае спрессованная кованая заготовка фрезеруется на станках ЧПУ согласно 3D-макету. На этом этапе с заготовки снимается около 70% материала и диск начинает приобретать грубый вариант конечного продукта.

На этапе филирования достигается максимально точная форма диска. После чего происходит максимально возможное облегчение диска путём создания карманов в плоскости, прилегающей к ступице, что уменьшает вес в среднем на 1 кг. Затем на каждый диск наносится гравировка с его артикулом, параметрами, материалом изготовления, максимально допустимой нагрузкой и датой изготовления.
Бизнес-идея №1354. Производство кованых автомобильных дисков
В прошлый раз мы рассказывали о производстве литых автомобильных дисков. Но ведь это не единственная альтернатива заводским колесам. Есть и другие, более технологичные топы дисков, которые также можно производить на своем собственном заводе. Такими альтернативами являются кованые диски и сборные диски. На последних мы долго не будем останавливаться (хотя, вполне возможно, мы расскажем об этом бизнесе в одной из будущих публикаций). Если коротко, это самый дорогой вариант дисков, так как они собираются из нескольких готовых элементов, и нередко изготавливаются вручную.

Сегодняшний материал мы посвятим кованым колесам. Наверное, не стоит рассказывать о необходимых помещениях и рабочих кадрах. Ведь они, в большинстве, почти не отличаются от всего того, о чем мы уже говорили в предыдущей статье, посвященной литым дискам. А вот подробнее остановиться на преимуществах кованых дисков, сферах использования и технологии изготовления, пожалуй, стоит.
Преимущества кованых дисков
Наверное, многие слышали о том, что кованые колеса – это очень хорошо. Но далеко не все знают, в чем именно преимущества кованых дисков перед литыми или стальными колесами. Попробуем разобраться – коротко и по делу.
За счет особой технологии изготовления (о ней речь пойдет далее), структура изделия получается волокнистой, что серьезным образом сказывается на прочности колеса. Да, одной из главных причин, по которой автомобилисты останавливают свой выбор именно на кованых дисках – их легендарная прочность. Многие считают, что «убить» кованые колеса просто невозможно. На деле это не совсем так. Испортить неаккуратной ездой можно даже кованый диск. Но то, что он крепче литого – это факт. Там, где литой просто треснул бы и рассыпался на куски, кованый остается целым и невредимым.
Кстати, благодаря все той же волокнистой структуре, кованый диск обладает еще одним преимуществом. Он имеет свойство гнуться при ударе. То есть, кованый диск можно отремонтировать при не слишком серьезных повреждениях. А вот литой диск, если повреждается, то, чаще всего, не подлежит ремонту. Ведь он просто трескается. Конечно, его можно заварить. Но не каждый рискует ездить на, так называемых, «вареных» дисках.
Третье преимущество ковки – в ее легкости. Кованые автомобильные диски на 40-50% легче стальных колес и на 25-30% легче литых дисков. Это качество позволяет сделать автомобиль более управляемым, езду более уверенной, да еще и сэкономить на бензине.
Если говорить о недостатках кованых дисков, то стоит отметить их высокую стоимость. Обусловлена она применением особой технологии, которая использует лишь 40-50% сырья. А остальная часть идет в отходы производства. Конечно же, из-за этого стоимость таких дисков сильно увеличивается.
Где используют кованые колеса?
Конечно же, их могут использовать все, кто пожелают. Но, все-таки, кованые диски – это один из элементов автоспорта. В дрифтинге, кольцевых гонках, ралли – везде используют легкие и прочные кованые колеса.
Очень часто кованые диски используются любителями тюнинга и участниками всевозможных автомобильных соревнований и выставок.
Оборудование для производства кованых дисков
Для производства кованых дисков для автомобилей, вам понадобится следующее оборудование:
- Печь.
- Станок лазерной или плазменной резки.
- Покрасочное оборудование.
- Штамповочное оборудование. Может понадобиться несколько экземпляров, если вы собираетесь производить диски самых разнообразных диаметров.
- Фрезерный станок с ЧПУ.
Общая стоимость всего перечисленного оборудования составит около 10 миллионов рублей.
Технология изготовления кованых дисков
Заранее закупают болванки – длинные цилиндры сплава (как правило, легированного алюминия), которые называются – поковка. Обычно, поковка уже прошла процедуру закалки. Поэтому вам не нужно покупать для этого процесса специальное оборудование (литьевые машины).
Далее поковка нарезается на заготовки нужного диаметра специальным станком. После этого болванки нагревают и отправляют первичную штамповку. Далее цилиндры отправляют в печь, где они нагреваются до некритической температуры и потом отправляются под пресс штамповочной машины. Металл остывает очень быстро. Поэтому важнейшим условием является нахождение штамповочной машины рядом с печью.
После повторной штамповки на выходе получают уже почти готовые кованые диски. Теперь их нужно нагреть, быстро охладить, снова нагреть и дать остыть естественным путем.
Далее изделие отправляется на фрезерный станок с ЧПУ, где наносится нужный рисунок будущего диска. Все делается автоматически по заранее подготовленному дизайну.
Если необходимо, готовое изделие отправляется на покраску или просто покрывается слоем защитного лака. Нужно сказать, что данный этап не является обязательным, так как многие сплавы прекрасно себя чувствуют (и не подвергаются коррозии) и в необработанном виде.
Когда все этапы пройдены, готовые колеса отправляются на склад. А дальше – по магазинам. Вот и все. Желаем успешного бизнеса.
За идею ставлю мего +! Отличная идея и как по мне реализовать не так уж и сложно.
Оборудование для производства литых дисков


























Производство стальных колесных дисков
Компания LittleDuck Group предлагает заказчикам комплексные линии и автономные машины для производства стальных колесных дисков. Наше оборудование для производства колесных дисков используется для изготовления стальных колес легковых автомобилей, грузовых автомобилей, автобусов, тракторов, сельскохозяйственных транспортных средств и инженерно-строительных машин. Являясь специалистом в отрасли изготовления оборудования для производства колесных дисков, мы разрабатываем и изготавливаем линии по производству стальных колесных дисков размером от 10 до 54 дюймов.
Преимущества
1. Эффективное использование труда и пространства: линии по производству колесных дисков из стали осуществляют все производственные процессы, включая гибку обода, сварку встык, зачистку, развальцовку, профилирование, расширение–калибровку, и имеют компактную эффективную рациональную конструкцию. Это позволяет сэкономить производственную площадь и облегчить доставку оборудования.
2. Высокая степень автоматизации и низкий процент брака: линии по производству колесных дисков из стали LittleDuck используют управляющую систему ПЛК и системы транспортировки с механической рукой, что гарантирует высокий уровень автоматизации, повышает рабочую эффективность, уменьшает трудоемкость и снижает затраты на труд.
Тщательно продуманный дизайн, точное позиционирование и обработка гарантирует высокое качество конечной продукции, изготовленной на линиях по производству колесных дисков. Процент брака не превышает 0.5%.
3. Дистанционное управление и техническое обслуживание: управляющая система ПЛК выполняет быструю передачу данных о ходе производственного процесса, используя технологию дистанционного управления, что делает контроль производственного процесса очень удобным. С помощью подключения к сети Интернет доступно дистанционное техническое обслуживание линий по производству стальных колесных дисков. Это облегчает ежедневное техническое обслуживание и тестирование оборудования.
Основные параметры
Исходя из категорий колесных дисков, диаметра и производственных процессов, мы разрабатываем и изготавливаем линии по производству малых, больших и очень больших колесных дисков. Виды обработки на линиях устанавливаются согласно требованиям заказчика.
1. Линии по производству малых колесных дисков
Производство колесных дисков легковых автомобилей
Диаметр: 13
18дюймов
Ширина: 3-10дюймов
Толщина листовой стали: ≤4мм
2. Линии по производству больших колесных дисков
Производство колесных дисков для бескамерных шин грузовых автомобилей и автобусов
Диаметр: 17.5
26дюймов
Ширина: 5.5-16дюймов
Толщина листовой стали: ≤8мм
3. Линии по производству очень больших колесных дисков
Производство колесных дисков для инженерно-строительных машин, сельскохозяйственной техники и тракторов
Диаметр: 20
54дюйма
Ширина: 7-28дюймов
Толщина листовой стали: ≤8мм
Режимы эксплуатации
В соответствии с требованиями заказчиков, компания LittleDuck предлагает полуавтоматические линии по производству стальных колесных дисков и автоматические линии по производству стальных колес. Для эксплуатации первого типа нужно10–12 человек, завершающих загрузку и разгрузку материалов, а также машинные операции. Для эксплуатации автоматической линии нужно всего 3–5 человек, так как подача, разгрузка и другие процессы автоматизированы. Линия использует автоматическую транспортировку материалов.
Схема процессов на линиях по производству колесных дисков
Схема процессов на линиях по производству стальных колесных дисков зависит от листовой стали, используемой заказчиком. Эти линии используют листовую сталь, отрезанную на заданную длину поставщиком.
Мы разработаем оптимальную схему расположения производственных процессов и технологий машинной обработки в соответствии с потребностями заказчика. Традиционные производственные процессы, осуществляемые на линиях по производству малых, больших и очень больших колесных дисков указаны в таблице ниже для ознакомления.
Kompik › Блог › Как делают кованные диски

В преддверии установки больших тормозов на свою верную подругу (www.drive2.ru/cars/audi/a4/a4_b5/kompik/), озадачился я поиском кованных колес… А в процессе поиска узнал много нового!
Все мы знаем что литые диски лучше стальных (штампованных), также многие из нас знаю что кованые диски лучше чем литые. Но далеко не каждый знает как куются кованые диски. К сожалению никаких наковален и мехов в этом деле не применяется…
Небольшое видео отступление, в ознакомительных целях. Собственно весь процесс:
Теперь, давайте почитаем статью из журнала «Популярная механика», о том как делают кованые диски.
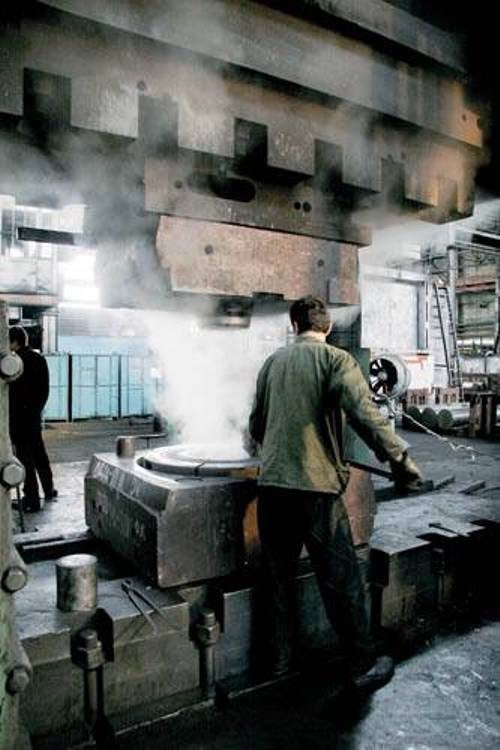
Мы стоим в кузнечно-прессовом цехе Ступинской металлургической компании, над нами возвышается гигантский пресс, развивающий усилие в 10 000 тонн. Бригада рабочих меняет оснастку штамповочного пресса, а Александр Ловчев, заместитель начальника производства дисков автомобильных и мотоциклетных колес Ступинской металлургической компании (СМК), раскрывает нам секреты производства кованых колес. «Вообще-то ‘кованые’ – это не совсем точно с технической точки зрения, правильнее было бы называть их дисками, изготовленными методом горячей объемной штамповки в закрытых матрицах, – улыбается Александр. – Но столь сложное название с первого раза мало кто способен выговорить, так что слово ‘кованые’ вполне прижилось».
«Эти диски – дальние родственники самолетов, – продолжает Александр. – В начале 1990-х множество предприятий, работавших в советское время на авиацию и космос, с уникальным оборудованием и технологией, оказались без госзаказов. И, чтобы выжить, вынуждены были перейти на товары народного потребления. Кто-то стал делать кастрюли, а СМК – в том числе и колесные диски. Технологии используются действительно самолетные – как при производстве некоторых силовых элементов конструкции планеров». В этом отношении российским автомобилистам повезло: такие прессы есть далеко не во всех странах. А даже где есть – подобное чрезвычайно дорогое оборудование, как правило, работает в основном на авиационно-космическую (а вовсе не на автомобильную) промышленность.
От отливки к колесу


Литейный цех – первый этап любого металлургического производства
Для дисков используется сплав типа АВ на основе алюминия с легирующими добавками магния, меди, меди, кремния и марганца. Он не только высокопрочен, но и пластичен. За рубежом аналог этого сплава обычно называют «авиационный алюминий 6061» (aircraft grade Al 6061). Готовую отливку – цилиндр диаметром примерно 20 см – режут на куски нужной длины (в зависимости от размера будущих колес), складывают в корзины и отправляют в кузнечно-прессовый цех.

Секторный штамп. При горячей объемной штамповке используются вот такие штампы, состоящие из нескольких секторов. При окончательном формировании диска верхняя часть штампа опускается, и сектора сходятся. Излишки металла при этом выдавливаются через щели, образуя облой
Там эти заготовки, пока даже отдаленно не напоминающие колесные диски, разогревают и с помощью пресса «осаживают» – сплющивают, превращая в «блинчики» толщиной сантиметров двадцать и диаметром около полуметра. Процесс дальнейшего превращения в колеса происходит в несколько этапов. Сначала «блинчики» разогревают до 430С и с помощью предварительного штампа (разогретого примерно до 350С) превращают в «кастрюли» – предварительные заготовки для автомобильных колес.

После термообработки колеса ожидают отправки в цех мехобработки
«Кастрюли» вновь отправляются в печь для разогрева, а затем специальный конвейер подает их к прессу с другим установленным штампом – окончательным. «Пауза между выходом заготовки из печи и собственно штамповкой не должна быть больше 11 секунд, иначе заготовка остынет ниже критической температуры», – поясняет Александр. Один из рабочих смазывает разогретый штамп специальной смазкой, двое других ловко хватают «кастрюлю» длинными щипцами и переносят на пресс-форму. Верхняя часть пресса опускается, поднимается – и вот из-под пресса достают готовое, если не считать облоя (излишков материала, выдавленных при штамповке), колесо. Первые четыре отштампованных колеса после освоения нового штампа идут на контроль геометрии – только после этого дается разрешение на использование штампа для серийного производства дисков.

Цилиндрические катки – это заготовки будущих колес для автоспорта
Пресс с усилием в 10 000 тонн (в СМК таких два) позволяет изготавливать диски большого диаметра. «Мы – единственное предприятие в России, кто освоил производство дисков диаметром до 22 дюймов! – с гордостью говорит Александр. – Меньшим усилием их просто не продавить – придется разогревать сплав до почти жидкого состояния, а это уже не объемная, а ‘жидкая штамповка’ – так мы называем литье под высоким давлением».
Термообработка и контроль
Несмотря на уже проступившее внешнее сходство, механические свойства колес пока еще далеки от тех чудных качеств, которыми славится «ковка». А славится она высокой прочностью (превышает прочность литых дисков при существенно меньшей массе), пластичностью (в отличие от литых дисков, кованые при высоких нагрузках деформируются, а не разрушаются) и упругостью (при умеренных нагрузках они деформируются упруго).
Для получения всего этого как раз и нужна термообработка. Сначала колеса подвергают закалке – равномерно прогревают в течение нескольких часов в печи до 515С, а затем быстро охлаждают, погружая в воду. После закалки сплав уже имеет нужную мелкозернисто-волокнистую структуру, но для того, чтобы колеса приобрели нужные механические свойства, их нужно «состарить» – подождать, пока структура выровняется, и убрать внутренние механические напряжения. В обычных условиях на это может уйти пара месяцев, но, чтобы не терять время, заготовки искусственно состаривают: выдерживают в печи при температуре 150–160С примерно 12–14 часов, после чего медленно охлаждают.
Один из рабочих с помощью кисти смазывает штамповую оснастку специальной смазкой, чтобы готовая деталь не прилипала к пресс-форме
После термообработки не менее 10% заготовок из каждой партии подвергаются контролю. Их поверхность протравливают: на светлой травленой поверхности хорошо заметны дефекты штамповки и складки. А одно колесо из партии безжалостно распиливают, вырезая из него специальный фрагмент – так называемый шаблон. Шаблон шлифуют и протравливают, а затем тщательно изучают в лаборатории на наличие дефектов деформации, термообработки и однородности сплава. «Чаще всего дефекты встречаются в ступичной части, – поясняет Александр. – Там наиболее сложный с металлургической точки зрения характер деформаций и термических нагрузок». На этом этапе также проводится контроль механических свойств сплава – образцы закрепляются в специальной разрывной машине, с помощью которой определяется предел прочности, предел текучести, относительное удлинение и твердость. Если дефекты и значения характеристик материала не укладываются в допуски, изучению подвергается еще одно колесо из партии. Если же и повторная проверка подтверждает эти выводы, значит, имело место нарушение технологической цепочки – и вся партия бракуется. Если же все параметры в норме – партия колес уходит на механическую обработку.
Сделано в России
С заготовки, уже напоминающей по форме будущее колесо, на токарном станке снимают лишний припуск металла, в ободе просверливают ниппельное отверстие, а в ступичной части – крепежные отверстия под болты. Затем колесо устанавливают на фрезерный станок с ЧПУ, который и вырезает запрограммированный дизайн.
«Есть ли ограничения по дизайну? В общем-то, нет – рисунок может быть любым, колесо можно сделать очень легким и ажурным, и единственное ограничение связано с нагрузкой, которую оно должно выдерживать, – отвечает на мой вопрос Александр. – Вот, например, этот 15-дюймовый диск весит чуть больше 5 кг, почти в два раза меньше стального штампованного аналога. И при этом параметры его значительно превосходят требования российского ГОСТа. Кстати, такая масса не является рекордной – в свое время мы сделали для японского рынка самое легкое в мире 15-дюймовое колесо – оно весило 3950 г».

Практически готовое колесо – остается только слесарка и покраска
«Некоторые диски после механической обработки дополнительно полируются. Для дисков марки M&K, которыми представлен наш премиум-сегмент, эти операции производятся за рубежом, – продолжает Александр. – Для остальных проводится обычная слесарная обработка – снимаются острые кромки, а затем производится окончательный контроль на соответствие геометрических размеров чертежу, биения обода и дисбаланс.
Последний параметр по ГОСТу контролировать необязательно, но мы это делаем, причем наш ‘внутренний’ стандарт в этом отношении в два раза более жесткий, чем российский ГОСТ. В СМК вообще очень строгая и хорошо налаженная система контроля качества – сказывается авиационное прошлое: на каждом этапе, от отливок до готового колеса, детали отслеживаются по маркировке. Видите, на колесе выбит номер? После покраски, окончательной проверки и одобрения ОТК колесо упаковывают, а его заводской паспорт будет храниться у нас еще в течение десяти лет. Сколько времени занимает производство диска? Около недели чистого времени, но, если учитывать производственный график, получается около месяца».
Российские технологии в области изготовления кованых колес вполне признаны и за рубежом. «В прошлом году на немецком ‘Мотор-шоу’ в Эссене, главной европейской ежегодной выставке в сфере тюнинга автомобилей, несколько тюнинговых ателье выставили очень дорогие машины – Bentley и Aston Martin – именно на наших дисках M&K», – говорит Александр. «А посетители знали о том, что эти диски российские?» – спрашиваю я. «Да, конечно! Клейма ‘Сделано в России’ мы не стесняемся. Мы им гордимся».
К слову сказать в России довольно много производителей кованных дисков, но у них есть один большой недостаток, который объясняется экономической составляющей. Недостаток этот – дизайн, а точнее практически полное его отсутствие.
Посмотрите на диски ВСМПО, хорошие диски, но дизайн сильно на любителя.
Посмотрите на Slik — очень мало дизайнов…
И такая ситуация практически у всех производителей ковки.
Дело немного поправило ателье AGFORGED, ребята договорились с СМК (или Магалтек?), делают дизайн и на заказ, можно сказать в штучном варианте делают диски для всех желающих. Минус такого подхода один – довольно продолжительное время необходимое на изготовление заказа.
Но и их выдавила штука под названием Жизнь. Завод СМК прекратил своё существование, а АГ не имели свои производственные мощности… В итоге все наработки достались Solomon Alsberg`y…
Если верить пользователю VITALIY8 , то в РФ на сегодняшний день остаётся один производитель кованых дисков — КРАМЗ, их поковки использует СЛИК.
Ссылки на сайты производителей.
AGForged: www.forged-wheels.biz — Дизайн AG на мощностях Solomon Alsberg
Магалтек: magaltech.su
SLIK: www.slikcom.ru
M&K mk-wheels.ru — Делались на заводе СМК
Vindeta: www.vindeta.ru/ — Завод Авангард
SOLOMON ALSBERG: www.sa-group.biz
Полезный сайт со сводной таблицей веса различных моделей дисков
www.wheelweights.net/
Вот еще немного видео в тему:
Как делают составные диски