Оборудование для производства брусчатки методом вибропрессования
Технология изготовления тротуарной плитки методом вибропрессования
Основные свойства вибропрессованной тротуарной плитки
Вибропрессованная брусчатка – прекрасный материал для мощения тротуаров, улиц, площадей, пешеходных дорожек, автостоянок и др., так как обладает рядом достоинств, а именно:
Технология производства тротуарной плитки методом вибропрессования позволяет получить изделия, устойчивые к высокой влажности и колебаниям температур.
Такая плитка выдерживает значительные механические, а также локальные нагрузки. Поэтому ее используют не только для мощения пешеходных зон, но и для площадей с интенсивным движением транспорта.
Благодаря точности геометрических размеров и форм, вибропрессованная брусчатка легко укладывается, имеет ровные стыки.
Шершавая структура плитки более безопасна для передвижения.
Возможно производить как однослойную, так и двухслойную тротуарную плитку. Изготовление двухслойной брусчатки вибропрессованием позволяет снизить себестоимость изделия за счет введения красящего пигмента только в верхний облицовочный слой бетона.

Устойчивость к истиранию, сохранение насыщенности цвета на протяжении многих лет эксплуатации.
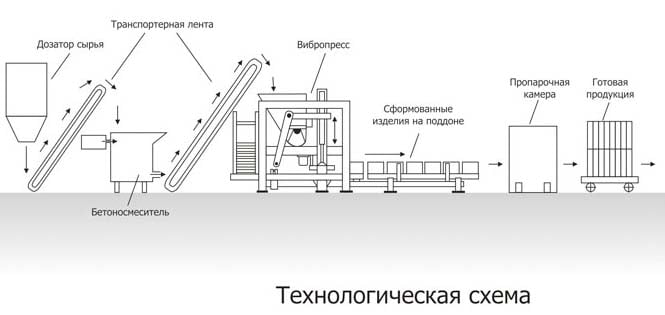
Технология производства тротуарной плитки вибропрессованием
Технология вибропрессования заключается в одновременном воздействии на бетонную смесь вибрации и давления. При этом из раствора удаляются воздушные пузырьки, что позволяет ему лучше обволакивать частицы твердого заполнителя. В результате произведенная тротуарная плитка имеет более ровную поверхность.
Приготовление бетона
Создание вибропрессованных изделий соответствующих требованиям ГОСТа начинается с подбора материалов необходимого качества.
В состав бетонной смеси для вибропрессования входят следующие компоненты:
- Вяжущее: цемент марки М500. Он обладает более высокой прочностью и ранним схватыванием по сравнению с цементом марки М400 и ниже.
- Наполнитель: крупнозернистый песок – в качестве мелкого заполнителя (оптимальная фракция 2.5 мм.), и щебень – в качестве крупного заполнителя (фракция от 5 до 10 мм.).
- Вода
- Добавки: красители, пластификаторы
Приготовление бетонной смеси осуществляется в бетоносмесителях принудительного типа.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Технология изготовления тротуарной плитки вибропрессованием предполагает использование жестких/сверхжестких бетонных смесей. Растворы с низким водоцементным соотношением применяют для производства изделий с высокими показателями морозостойкости (F-200 и выше), а также низким водопоглощением. Кроме того, вибропрессованные материалы отличаются точностью геометрических размеров и правильностью форм.
Жесткость бетона можно определить по осадке конуса бетона. Это самый простой, быстрый и практичный метод, который дает достаточное представление о подвижности бетонной смеси. Для того чтобы провести испытание, необходим специальный усеченный конус, сделанный из листового металла (конус Абрамса).

Емкость в три приема заполняют подготовленным бетонным раствором, уплотняя его металлическим стержнем. После этого конус переворачивают, устанавливают на ровную поверхность, форму снимают. Когда смесь перестанет давать усадку, измеряют разницу между изначальной высотой раствора, находящегося в форме и высотой осевшего бетонного раствора после ее снятия. Если эта разница менее 50 мм., то смесь считается малоподвижной. Такой раствор применяют в изготовлении тротуарной плитки вибропрессованием, так как процесс формования материалов из жестких и малоподвижных смесей требует воздействия давления и вибрации для устранения пустот, нарушающих монолитность и, как следствие, прочность бетонного изделия.
Нарушение водоцементного соотношения (разбавление раствора водой) может значительно снизить прочность бетона.
Формование
Формование происходит на специальном оборудовании – вибропрессе (о видах вибропрессов мы говорили в этой статье).
o Процесс начинается с того, что на вибростол вибропресса помещается деревянный поддон, на который устанавливается матрица. Это специальная металлическая форма, которая определяет внешний вид и размеры будущего изделия.
o Далее матрицу заполняют уже готовым бетонным раствором.
o Для того, чтобы смесь лучше заполнила форму, кратковременно включают вибрацию.
o Формование изделия происходит под действием вибрации и пуансона, который, опускаясь, входит в матрицу и оказывает давление на смесь.
o После окончания формования матрица с пуансоном поднимаются, а на поддоне остается готовая тротуарная плитка, которую, не снимая с поддона, перемещают в зону сушки.
Сушка
Процесс сушки и окончательного затвердевания может происходить как в естественных условиях, так и в специальных пропарочных камерах с поддержанием необходимой температуры и влажности.
Сушка в естественных условиях – процесс длительный, занимает до двух суток, в зависимости от температуры и влажности окружающей среды. В пропарочных камерах сушка происходит от 4 до 8 часов.
5 лучших марок вибропрессов для изготовления тротуарной плитки
Теоретически для данных целей можно задействовать самодельный пресс-станок, чертежи находятся в свободном доступе, но изготовить сложный агрегат с гидроприводом, устойчивостью к вибрациям и нагрузкам и учесть все инерционные и размерные характеристики могут единицы. К отдельным требованиям относят контроль частоты воздействий, помимо высокого значения они должны быть регулируемыми или как минимум независящими от колебаний и скачков электросети. Подобрать их нужную амплитуду могут только специалисты.
Из-за этих и аналогичных причин самодельный вибропресс редко используется на практике, исключение представляют лишь механизмы, придавливающие бетон вручную непосредственно в форме на вибростоле. При запуске пробных линий рекомендуется покупать б/у станки или с малой производительность (как более экономичные), качество плитки при их использовании отличаться не будет.
Требования к оборудованию
К основным характеристикам этой строительной техники относят:
- Размеры (площадь) рабочей зоны формовки, напрямую влияющие на производительность пресса, и ее высота. Последний показатель определяет пределы допустимых габаритов и ограничивает или расширяет их возможный ассортимент.
- Установленную мощность, потребляемую при запуске электропривода вибростола или гидравлической станции, управляющей подъемным механизмом пресса.
- Объем приемного бункера.
- Длину рабочего цикла прессования и условия подачи поддонов.
- Габариты и вес оборудования, величину площади помещения установки, необходимую для непрерывной работы.
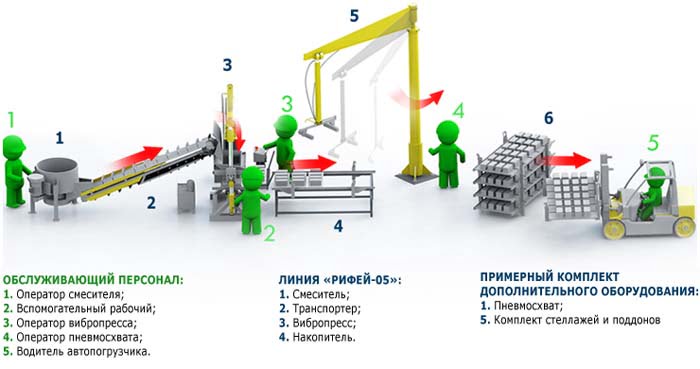
Потребность в другой стройтехнике зависит от ожидаемых объемов выпуска, для запуска полноценной линии помимо пресса закупаются станции дозирования сухих компонентов и бункеры для их хранения, бетоносмесители или РБУ, стеллажи или камера пропарки для сушки, транспортеры, захваты, дополнительные поддоны и пуансон-матрицы.
Несмотря на высокую стоимость каждого узла технология признана окупаемой.
Обзор востребованных моделей станков
Вибропрессы для изготовления тротуарной плитки предлагают купить многие российские заводы, хорошие рекомендации и показатели имеют линии Рифей и Кондор от Стройтехника, Златич, Урал, Мастек и их аналогии. Основные производственные мощности этого строительного оборудования находятся в г.Златоуст Челябинской области, но их филиалы и представительства расположены по всех крупных городах РФ, проблем с доставкой, заменой деталей, переоснащением или дополнительными закупками поддонов и формовочной оснастки не возникает. Среди зарубежной техники приемлемые отзывы имеют виброузлы для полусухого прессования от PROMETEY GROUP (РБ, г.Солигорск) и линия QT (Китай).
1. Рифей-Удар, Стройтехника.
Для производства перегородочного и стенового камня, плитки с разной конфигурацией, элементов благоустройства и декоративных архитектурных форм. Стандартная комплектация включает сам пресс, насосную установку, систему подачи поддонов, панель и пульт управления. Механическая часть этого устройства подключена к гидравлическому приводу, рабочая зона стола – к трехфазной электросети, мощность потребления составляет 16,5 кВт. Зона формы ограничена 800×400 мм, при массе в 2830 кг габариты станка равняются 6670×1245×2600 мм.
При условии непрерывного вибропрессования Рифей-Удар позволяет выпускать до 2720 стеновых блоков, 224 м2 брусчатки и до 575 шт бордюров. Высота при этом варьируется в диапазоне 50-230 мм. Для обслуживания достаточно сил 1 человека, за счет наличия инерционного пригруза пуансона пресс работает с любыми наполнителями, в случае плитки рекомендуемый диапазон для крупных зерен – 5-15 мм при дозе до 60%, мелкого – 2 мм. Пуансоны приобретаются отдельно, в стандартный комплект входит 1 вариант на выбор. Цикл формовки занимает 35-40 с, максимальное время замены матриц – 40 мин.
Вибропресс с увеличенной зоной формовки и горизонтальной подачей поддонов, при необходимости дооснащаемый модулем для двухслойных изделий или системой автоматизации. Урал-М7 используется в практически во всех строительных областях, форма и размеры продукции зависят от вида пресс-форм, производительность установки за 1 час составляет до 100 п.м. поребриков и декоративных бордюрных элементов, 54 м2 брусчатки и 700 шт стеновых блоков с разной долей пустотности. Габариты варьируются в пределах высоты формовочной зоны – от 50 до 300 мм.
Минимальная мощность Урал-М7 – 13,5 мм, емкость основного приемного бункера – 1200 м3. При подключении к растворно-бетонному узлу для обслуживания линии задействуются силы 3-4 человек, место его расположения (над прессом или рядом) выбирается исходя из потребностей заказчика. Принятый по умолчанию горизонтальный вариант приема поддоном также может быть изменен на вертикальный.

Стационарный вибропресс с высокой производительностью, используемый для выпуска строительных материалов на основе песков, отсевов, керамзита, шлаков, щебня и аналогичных наполнителей и цемента в качестве вяжущего. Характеризуется уникальной точностью матриц, простотой управления и экономичностью. При установочной мощности в 2 кВт и двигателя гидростанции в 4 выдает до 600 шт плитки в час или 150 стеновых камней. Высота варьируется в пределах 50-215 мм, для брусчатки это значение не превышает 70.
Габаритные размеры вибропрессовального мини-станка при базовой комплектации составляют 1350 мм по длине, 1400 по ширине и 2050 по высоте, вес достигает 915 кг. Цикл формовки занимает 25-30 с, для обслуживания линии задействуются силы 2-3 человек. Площадь зоны вибропрессования – 420×600 мм. Рекомендуемый размер крупного заполнителя для данного оборудования варьируется в пределах 5-10 мм, в любом случае он не должен превышать 1/3 от величины минимальных линейных габаритов. При соблюдении этого условия получаемая на станке продукция характеризуется высокой прочностью и морозостойкостью и низким водопоглощением.

 Автомат, работающий по принципу объемного вибропрессования и включающий формовочный агрегат, приемный стол, гидравлическую станцию и электропривод и предназначенный для изготовления газонного камня и широкого ассортимента тротуарной плитки с различной конфигурацией. Рекомендуют купить при запуске базовой линии строительной продукции для мощения дорожек и площадок или при плановом переоснащении предприятий, работающих по технологии вибролитья, качество получаемых с его помощью изделий полностью соответствует требованиям ГОСТ 17608-91, 6133-99 и 6665-91.
Автомат, работающий по принципу объемного вибропрессования и включающий формовочный агрегат, приемный стол, гидравлическую станцию и электропривод и предназначенный для изготовления газонного камня и широкого ассортимента тротуарной плитки с различной конфигурацией. Рекомендуют купить при запуске базовой линии строительной продукции для мощения дорожек и площадок или при плановом переоснащении предприятий, работающих по технологии вибролитья, качество получаемых с его помощью изделий полностью соответствует требованиям ГОСТ 17608-91, 6133-99 и 6665-91.
Объемное прессование осуществляется на формовочной зоне размером 500×260 мм с возможностью изменения высоты брусчатки в пределах 50-100 мм. Весь рабочий цикл занимает 15-20 с, получаемые элементы остаются на металлическом поддоне до окончательного набора прочности. Для запуска непрерывного вибропрессования потребуется помещение площадью от 130 м2 и высотой в 6 м, объем приемочного бункера составляет 0,28 м3. Модель не предназначена для выпуска стенового камня в виде крупных блоков, но с ее помощью возможно изготовление качественного кирпича для обустройства тротуаров и площадок.
Компактный китайский станок для производства кирпича и тротуарной плитки методом вибропрессования с надежными и проверенными характеристиками. Рекомендуют приобрести при необходимости запуска полноценной полуавтоматической линии для строительных материалов и элементов благоустройства, они характеризуются высокой геометрической точностью и разнообразием форм.

К конструкционным преимуществам относят надежную работу гидравлической станции за счет отвода тепла и фильтра возврата масла и наличие эффективной системы управления процессами прессования. Устройство обеспечивает вибрационную частоту до 3000 об/мин, при цикле формовки в 15-20 с на выходе получаются прочные и максимально гладкие изделия.
Зачем нужен вибропресс для тротуарной плитки

Для выпуска тротуарной плитки методом прессования необходимо иметь специальное оборудование. Производители наладили массовый выпуск таких станков, отличающихся различной мощностью и служащих для выполнения конкретных масштабов изделий. Все они обладают определенными функциями, но стоят дорого. Когда появляется необходимость изготовить самостоятельно вибропресс для тротуарной плитки, следует знать его характерные особенности.
 Рисунок 1. Вибропресс для тротуарной плитки
Рисунок 1. Вибропресс для тротуарной плитки
Особенности использования и преимущества технологии вибропрессования
Технологический процесс вибропрессования по сути невероятно простой — смесь из компонентов, составляющих основу плитки, требуется залить внутрь жесткой матрицы, которая расположена на вибрирующей станине. Помимо вибрации на смесь дополнительно давит вибрирующий пуансон, точно повторяющий контуры матрицы. Его действие продолжается до момента гарантированного уплотнения смеси.
После этого пуансон с матрицей разъединяются, с поддона убирают целиком готовые изделия. Главное достоинство такой методики — возможность быстро выполнять значительные объемы работ и простота производства при незначительных трудозатратах. Для организации технологического процесса требуется лишь наличие вибропресса — более никаких сложных приспособлений не требуется.
Составные части вибропресса
Оборудование для производства тротуарной плитки с использованием вибропрессования предполагает наличие определенной его конструкции, включающей определенные составные элементы. Небольшой станок вполне доступно изготовить самостоятельно. Главное в этом мероприятии — все скрупулезно изучить, сделать чертежи, четко продумать последовательность действий и руководствоваться инструкцией. Основные элементы станка такие:
- стол со столешницей;
- вибрационный механизм;
- специальное приспособление для прессования.
Каждый узел имеет несколько составляющих, которые определенным образом соединяются вместе. Непременно перед началом изготовления вибропресса нужно подготовить его подробные чертежи. Их доступно найти в интернете либо нарисовать самому, дополнив собственными идеями и конструкционными новинками.
За основу рекомендовано брать проверенную схему сборки, которую создали проектировщики. Создавая дома вибростол, желательно сразу выяснить, какие его элементы сможете сделать сами, а какие придется приобретать готовыми. Непременно помните, что оборудование при работе испытывает существенные нагрузки, из-за чего станину требуется выполнять из стали, закрепляя все ее компоненты электросваркой. Именно так получится предотвратить разрушение конструкции из-за постоянной вибрации.
Работа вибропропресса
Для запуска станка достаточно выполнить цикл нескольких несложных действий. Непосредственно технология получения плитки этим методом простая:
- Смазать матрицу маслом.
- Внутрь формы залить бетонную смесь. Поставить матрицу на столешницу, добиваясь полного совпадения с пуансоном.
- Рычагом обеспечить прессовку смеси, включив на некоторое время механизм вибрации.
- Изделие вынуть из формы, отправить на сушку.
Чтобы определить необходимый тротуарной плитке состав смеси, учитывают желаемые ее характеристики. Традиционно компонентами являются цемент с песком, отсев щебня, разведенный водой пигмент. Когда удалось изготовить самостоятельно вибропресс — сам производственный процесс уже намного проще. Необходимо только скрупулезно соблюдать рецептурный состав используемых ингредиентов для приготовления смеси.
Технология производства тротуарной плитки вибропрессованием
Чтобы получить качественное изделие, применяют полусухой рабочий раствор. Для гарантии соблюдения рецептуры на производстве используют полную автоматизацию процесса, предусматривающую монтаж технологической линии. В быту необходимо использовать несколько рекомендаций, позволяющих добиться на выходе хоть и не стопроцентно идеальной, но приближенной к этому показателю плитки.
Приготовление бетона
Чтобы изготовить раствор, подходящий для заливки в матрицу вибропресса, делающего тротуарную плитку, необходимо дополнительное оборудование — бетоносмеситель. В матрицу, размещенную на столе, подают уже готовую смесь. После опускания пуансона она сжимается в форме, затем на бетон действует вибрация, создаваемая одновременно столом и пуансоном.
Состав смеси включает следующие ингредиенты:
- Вяжущий компонент: цемент. Лучше использовать М500, чтобы материал был более прочным и схватывался быстрее.
- Наполнители: щебень (фракция 5–10) и крупнозернистый песок (фракция не меньше 2,5).
- Добавки: пластификаторы, а также краситель раствора.
- Вода.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Используя вибропресс для производства тротуарной плитки, необходимо учитывать повышенные требования, касающиеся бетонного состава. Технология предполагает наличие только жестких смесей. Невысокое водоцементное соотношение применяют при выпуске изделий, отличающихся повышенной морозостойкостью, а также низким свойством поглощения влаги. Также такие материалы обеспечивают сохранение правильной формы и гарантируют точность геометрических параметров.
Жесткость примененного бетона определяют, контролируя осадку его конуса. Это наиболее действенный и простой метод, позволяющий получить достаточное представление, насколько подвижной получилась бетонная смесь. Проводят такое испытание, применяя усеченный металлический конус.
Емкость заполняют раствором за три приема, выполняя ее уплотнение металлическим стержнем. Затем оборудование переворачивают, фиксируют на выверено ровной плоскости и снимают конус. Когда прекращается усадка раствора, измеряют разницу его первоначальной и конечной высоты. Если она не превышает показателя в 50 мм — смесь малоподвижная.
Именно такой раствор подходит для изготовления качественной тротуарной плитки, поскольку процесс ее формования из малоподвижных смесей нуждается в воздействии вибрации и непосредственного давления, чтобы устранить гарантированно все пустоты. Их отсутствие обеспечивает монолитность, а значит, прочность готового изделия. Малейшее нарушение соотношения воды способно существенно снизить итоговую прочность плитки.
Формование
Процедура формования тротуарной плитки происходит так:
- сначала на станину вибропресса кладут деревянный поддон с помещенной на нем специальной металлической матрицей, задающей внешний вид, а также габариты будущего изделия;
- затем внутрь матрицы заливают готовую бетонную смесь;
- чтобы она целиком заполнила форму, на короткое время запускают вибрацию;
- изделие набирает форму и требуемые параметры при воздействии вибрации, а также давления пуансона, опускаемого в матрицу для создания необходимого давления;
- после завершения формования продукта матрица одновременно с пуансоном поднимается, оставляя на деревянном поддоне готовое изделие, которое вместе с ним перемещают на сушку в приспособленное место.
Сушка
Мероприятие, связанное с сушкой и завершающим затвердеванием плитки происходит в естественной среде либо внутри пропарочной камеры, где поддерживается заданный уровень влажности и температуры.
Сушка на воздухе — длительное мероприятие, требующее минимум двух суток. Период процесса зависит только от влажности атмосферы и температуры окружающей среды. Внутри пропарочной камеры процесс длится быстрее — 4–8 часов.
Заключение
Вибропрессование помогает получить тротуарную плитку при повышенной производительности ее изготовления. Изделие извлекается из матрицы немедленно, что позволяет сразу же начинать формирование следующего продукта. Вибропресс существенно ускоряет производственный процесс. Поэтому, когда требуется покрыть плиткой значительную площадь приусадебной территории, целесообразно приступить к самостоятельному изготовлению самодельного оборудования для вибропрессования бетонной смеси.
Особенности изготовления вибропрессованной тротуарной плитки своими руками

Дороги во все времена – главная проблема для людей. Не обращая внимания на открытие асфальта, и бетона, она важна и сейчас. Под воздействием перепадов температур и осадков даже эти покрытия выходят из строя достаточно быстро. А если учесть, что ремонт и возобновление полотна дороги требует существенных вложений и применения приличного количества рабочей силы, то ясно, почему больших и очень маленьких застройщиков волнует гиперпрессованная тротуарная плитка. Ведь не считая очень высоких рабочих качеств у нее может быть и любая форма.

Пресованная цветная тротуарная плитка
Способы производства
Тротуары из акрилового камня очень часто встречаются на улочках пунктов проживания и во дворах приватных застройщиков. Полноценно автоматизированная методика производства брусчатки вибропрессованием – это:
- возможность получить изделия нужной формы;
- толщина продукции, зависящая лишь от назначения;
- подбор палитры цветов изделий;
- большая продуктивность выработки продукта.

Процесс изготовления брусчатки способом вибропрессования: в стоящую на вибрирующей станине форму прибор закладывает некоторое количество смеси бетона, которую утрамбовывает вибропрессующее приспособление. После окончания формовки механизм подымается, оставляя готовое изделие.
- Для производства продукции свойственно применение смесей с невысоким водоцементным соотношением. В результате полученная плитка имеет большую устойчивость к морозу и холоду и устойчивость к износу.
- Выпуск высококачественной брусчатки требует непрерывного вымешивания и безостановочной подачи смеси в формы.
- Процесс занимает 5 минут.
Гиперпрессованная тротуарная плитка высушивается принудительной сушкой с применением оборудования для обогрева или естественной в помещениях для производственных нужд.

Выбор цветов и форм
Пошаговое описание формовки
Производственная технология брусчатки на очень качественном оборудовании дает возможность использовать при выпуске отходы иных производств:
- угольный шлак;
- кирпичные обломки;
- опилки от лесоперерабатывающих станков.
Развиваться может 2 способами:
- тротуарная плитка вибропрессования из низкосодержащих смесей жёсткого типа;
- тротуарная плитка вибропрессованная, полученная вибролитьем с применением низкомолекулярных органических веществ.

Пресованная тротуарная плитка имеет срок гарантии службы не меньше 16 лет. С процессом формовки управится один человек.
- Сухой состав загружается в бетоносмесительный прибор и вымешивается.
- Для однослойной брусчатки хватит одного механизма для смешивания, двуслойные изделия производятся с использованием 2 аппаратов.
- Дальше смесь ложиться в формы, в которых путем вибрирования приобретает нужный вид. Подчиняют прессованию плитку не больше 6 сек.
- Рычажное управление дает поднять вибрирующие детали агрегата и выверить качество полученного изделия. Если понадобится прессование исполняют еще раз.
- Если результат удовлетворительный, то вибропрессованная тротуарная плитка отправляется для просушивания.
- На свободное место ставится новый поддон с формами.
- Плитки сушатся в собственно отведенных помещениях при конкретной температуре на протяжении 9-10 часов.
Пресованная тротуарная плитка из бетона делается с помощью бетоньерки, машины для прессования, формы и нескольких поддонов для сушки.

Текстура блоков из бетона
Отличие технологии
Чтобы замостить двор, совсем не нужно расходовать наличные средства на приобретение готового материала. Можно применять самодельную тротуарную плитку, а станок вибропрессовки даст возможность сделать такое изделие. Основное — выбрать правильно производственные способы брусчатки.
| Брусчатка вибропрессованная | Вибролитье | |
| Геометрическая точность у формы | 100% выдержит чистоту линии | Не гарантирует такой же формы |
| Устойчивость к морозам | Выдержит перепады и крепкое понижение температур | Слабая устойчивость к морозам |
| Продуктивность | Высокая, большой выход плиток за один день | Невысокая, не представляется возможной автоматизация |
| Устойчивость к износу | Высокая, период годности 16 лет и больше | Средняя, период годности до десяти лет |
| Изъяны поверхности | нет | Через чур гладкая внешняя поверхность плитки опасна для передвижения в зимний период |

Изготовитель пытается делать брусчатку вибропрессованием.
- Для обслуживания оборудования не потребуется большой уровень особой подготовки.
- Так как изготовление вибропрессованнойбрусчатки легче, чем вибролитой, то проведением работ занимается один человек, реже — двое.
- База тех. процесса — уплотнение мелкозернистого состава в особых формах путем вибрации.
- Во время замеса в бетонный состав прибавляются усадки, добавки и низкомолекулярные органические вещества.
Данный процесс изготовления не просит инвестиций и применяется застройщиками во время приватного строительства. Тротуарная плитка собственными руками выходит доступнее.

Самостоятельное производство: за и против
Методика двойной заливки позволяет сделать лучше характеристики эксплуатации, которыми наделена тротуарная плитка, сделанная способом сухого прессования:
- надёжность;
- стираемость:
- устойчивость к морозам;
- водопроницаемость.
Качество блоков зависит от того, как точно соблюдено производственная технология.

По цене самые дорогие, но и долговечные — сухопрессованные тротуарные блоки. Возникают путем давления сильными прессами на формы, благодаря чему уменьшается водоцементное соотношение и увеличивается рабочий ресурс.
- Стоимость изделия 300х300х50 превосходит цену вибролитых тротуарных плит практически вполовину, а вибропрессованных — на 15-20%.
- На сухопрессованных плитах не скользит обувь.
- Изделия имеют красивый дизайн.
- Могут выдержать высокие нагрузки при меньшей толщине.
- Брусчатка, когда станок вибропрессовки употреблялся для изготовления, не разрушается в сложных эксплуатационных условиях.

Форма для производства блоков
Сделанная таким вариантом вибропрессованная брусчатка с названием «Древний город» различается немалым количеством заполнителя. Сухопрессованная плитка позволяет применять мелкофракционный щебень.
При изготовлении брусчатки собственноручно нужно отойти в сторону от технологии изготовления в очень большом масштабе.
- Повышение подвижности состава смеси в форме понижает интенсивность вибрации.
- В состав раствора в первую очередь вводить водный ингибитор.
- Соотношение заменителя, входящего в состав бетона, прямо пропорциональна цементному расходу.

Самостоятельное изготовление плит
Собираясь собственноручно делать брусчатку, нужно продумать все мелочи, сосчитать стоимость оборудования и материалов, приготовить место для хранения и сушки изделий.
Полусухое прессование тротуарной плитки своими руками
Перспективный бизнес по производству брусчатки
Строительная сфера всегда считалась наиболее перспективной, доходной и в некоторых случаях – малозатратной. Занять собственную нишу в этом сегменте значительно легче, чем в той же пищевой отрасли – никаких разрешающих лицензий и долгих поисков подходящего помещения. Конечно, тем, кто только собирается выйти с той или иной продукцией на рынок, будет сложно открыть крупномасштабное промышленное предприятие по массовому выпуску материала – пусть этим займутся уже опытные бизнесмены. Новичкам лучше начать с небольшого цеха по изготовлению востребованной продукции. И отличной идеей может стать выпуск тротуарной плитки – брусчатки. Всего-то и потребуется от предпринимателя, что купить оборудование для производства брусчатки, найти помещение и наладить контакты с клиентами.
Стартовые инвестиции – от 500000 руб.
Насыщенность рынка – средняя.
Сложность открытия бизнеса – 5/10.
Брусчатка – строительный материал, выполненный по определенной технологии и используемый для покрытия дорог.
Основной предпосылкой к организации такого рода деятельности служит востребованность изделий на современном рынке строительных материалов. Причем, брусчатка российского производства по качеству перестала быть хуже иностранных своих аналогов, а потому, пользуется сегодня повышенным спросом, характеризуясь более низкой своей ценой. К преимуществам также отнесем и малозатратность бизнеса – освоить это направление можно, вложив совсем немного средств. А изготовление брусчатки своими руками, так и вообще, вполне реально осуществлять в стенах собственного гаража или на территории загородного участка, сэкономив тем самым деньги на аренде помещения.
Преимущества вполне очевидны. Осталось только узнать, как открыть мини завод по производству брусчатки в России, учитывая нынешнее состояние экономики.
Закупка сырья для осуществления деятельности
 Здесь, как и во многих других сферах, особое внимание стоит уделить качеству поступающего в переработку сырья.
Здесь, как и во многих других сферах, особое внимание стоит уделить качеству поступающего в переработку сырья.
Основных компонентов, которые используются в просе изготовления конечного продукта, немного:
- цемент,
- песок,
- гранитный щебень (фракция 5-10 мм),
- вода,
- пластификаторы,
- красители.
Но несмотря на такой малый список используемых компонентов, бизнес на производстве брусчатки только тогда привлечет заинтересованную аудиторию и высокие доходы, когда будет разработана собственная рецептура. Точный состав смеси не раскроет ни одно действующее предприятие. А потому, придется действовать, либо методом проб и ошибок, подбирая идеальную рецептуру, либо прибегнуть к помощи специалиста. И многими их тех, кем осваивается технология изготовления брусчатки своими руками, именно самостоятельно подбирается состав сырьевой массы – все вполне осуществимо.
Смешав компоненты не в той пропорции, на выходе получится некачественный продукт, который не будет выдерживать механических давлений и пагубных воздействий окружающей среды.
И чтобы технология производства брусчатки не пострадала от использования некачественного сырья, важно найти добросовестных поставщиков. Причем, лучше наладить с ними долгосрочное сотрудничество, чтобы в дальнейшем получить и гибкую систему оплаты, и скидки за оптовые закупки. Отлично, если поставщик будет территориально располагаться поближе к производственному цеху. Так можно снизить расходы на доставку сырья, что скажется и на снижении себестоимости полученной брусчатки.
Какими особенностями характеризуется технология изготовления брусчатки?
Производство брусчатки в домашних условиях, в плане технологического процесса, мало отличается от заводских методов. Разница тут только в скорости получения готового продукта, поскольку в оснащенном цехе вся работа осуществляется станками.
В основе производственного процесса используется способ вибролитья. На выходе мы получаем качественные изделия, соответствующие всем требованиям и нормативам – прочность, долговечность, привлекательный внешний вид.
Производство тротуарной брусчатки включает в себя следующие этапы:
- Замешивание цементно-песчаной смеси.
- Заливка смеси в формы.
- Обработка изделий на вибростоле.
- Выдерживание изделий в течение суток.
- Нагрев форм с застывшей смесью в теплой воде.
- Распалубка плитки.
- Складирование готового продукта.
Совершенно понятно, про процесс несложен. Даже самостоятельно можно изготавливать небольшие партии брусчатки для дальнейшей продажи.
Особенности технического оснащения цеха

Производство брусчатки вибропрессованием обязательно потребует приобретения набора специального оборудования. И даже в случае с домашним бизнесом, в оснащение придется вложить определенные средства.
В бизнес-плане обязательно отражается та сумма, которая потребуется на приобретение машин и аппаратов, поскольку это основная статья расходов.
Стандартная линия по производству брусчатки включает в себя следующие наименования специального оборудования:
- дозаторы или весы,
- бетоносмеситель,
- вибростанок,
- набор форм,
- ванны с подогревом.
Помимо основного оборудования необходимо позаботиться о приобретении и некоторого дополнительного оснащения, например, сита и тележек для перемещения по цеху продукции.
За счет представленного на рынке многообразия станков, цена оборудования для брусчатки может быть разной – чем мощней линии, тем выше ее стоимость. Но «молодое» предприятие вряд ли следует оснащать высокопроизводительной промышленной линией – здесь вполне хватить аппаратов средней мощности в ценовом диапазоне 400000-700000 руб. Если даже на приобретение мини-линии денег не хватает, то стоит рассмотреть предложения по продаже поддержанных аппаратов. В этом случае, цена мини станка для брусчатки не будет превышать и 300000 руб.
Для начала вполне хватит станков в единственном количестве. Но в дальнейшем, с увеличение спроса на готовый продукт, лучше дооснастить цех либо дополнительными станками, либо более мощной линией.
Чтобы по максимум разнообразить выпускаемую продукцию, наверняка, придется докупать формы для тротуарной брусчатки, поскольку изначально линии оснащаются малым их количеством. Они могут быть изготовлены из разных материалов, самым лучшим, из которых считается силикон. А чтобы не тратить больших денег (поскольку стоят они немало), пока можно ограничиться парой-тройкой видов форм, закупая их по мере необходимости – под заказ конкретного покупателя.
Стоит задуматься также и о том, а каким именно способом будет осуществляться доставка изделий клиентам. Если планируется своими силами привозить материал заказчику, то, помимо того, что придется купить станок для производства брусчатки, потребуется еще и организовать собственный автопарк. А это, к слову, немалые затраты. Не меньших расходов стоит ожидать и в случае регулярной аренды стороннего транспорта. Пока денег в наличии нет, можно предлагать клиентам услуги самовывоза.

Как быть с помещением?
Выбор производственного помещения будет зависеть от того, какая линия приобретена. Если говорить о мини-цехе с маломощными станками, то их вполне реально разместить на площади, не превышающей и 30 м 2 . Но куда больше пространства потребуется для отлежки форм с бетонно-цементной смесью и хранения готовой продукции
В среднем, стоит подыскивать производственное помещение площадью не менее 100 м 2 .
Домашнее же производство вибропрессованной брусчатки можно осуществлять и без аренды площадей. Мини-станок можно разместить в стенах собственного гаража, а «выстаивать» изделия на улице, накрыв их полиэтиленовой пленкой. Но за неимением складских помещений, будет лучше сразу сбывать выпущенную плитку клиентам.
Продвижение продукции на рынке
Начинающий предприниматель наверняка столкнется с проблемой поиска заинтересованных покупателей. На самом же деле, выпускаемая продукция довольно востребована на рынке, просто многие компании уже с кем-то сотрудничают, закупая у них необходимое количество плитки. И переманить их на свою сторону может оказаться делом непростым.
Достойную прибыль предпринимателю обеспечат только оптовые продажи выпущенной продукции. А потому, основные силы бросаем на привлечение именно таких клиентов.
Кто может быть заинтересован в приобретении брусчатки?
- частные потребители;
- крупные строительные магазины и склады;
- все организации, располагающие прилегающей к зданию территорией.
В бизнес план производства брусчатки включается и маркетинговый план. Конечно, оптовым покупателям особая реклама продукции не нужна (им важнее видеть перед глазами выгодное коммерческое предложение), но вот частые клиенты никак не узнают о начавшем работу предприятии, если их об этом не «оповестить». Какие рекламные ходы здесь можно задействовать?
- объявления в газетах и Интернете,
- объявления в частных секторах,
- листовки и буклеты.
Неплохо было бы создать собственный сайт, где была бы представлена вся выпускаемая продукции, цены и условия сотрудничества. Это станет своеобразной визитной карточкой предприятия.
Но самая лучшая реклама – это «сарафанное радио». По сути, даже без вложений в маркетинговое развитие производство и продажа брусчатки может приносить бизнесмену приличную прибыль, ведь «слава» о качественной продукции будет передаваться от одного клиента к другому.
Рекомендуем эти статьи:
Какова прибыльность бизнеса?
Чтобы обозначить хотя бы примерную прибыль от реализации выпущенной брусчатки, необходимо для начала подсчитать те инвестиции, которые потребуются для запуска цеха. Единовременные вложения в бизнес представлены следующими статьями расходов (без создания собственного автопарка):
- Покупка и пуско-наладка оборудования – от 500000 руб.
- Подготовка помещения к работе – от 100000 руб.
- Регистрация предприятия – от 10000 руб.
- Обеспечение сырьевой базы – от 300000 руб.
Получается, что мини-цех потребует наличия как минимум 1000000 руб. Но если купить поддержанный вибропресс, купить формы для брусчатки в небольшом количестве и осуществлять деятельность в собственном помещении, то затраты можно снизить практически до 500000 руб.
Среднеоптовая стоимость 1 м 2 тротуарной плитки составляет примерно 300-450 руб. И даже стандартная форма для изготовления брусчатки позволяет получать на выходе ≈1500-2000 м 2 ежемесячно. Получается, что доход цеха может составлять 800000-850000 руб./мес., что за вычетом переменных затрат обеспечит получение чистой, прибыли в размере 50000-120000 руб./мес. И это мы говорим о мини-цехе. Более крупное же предприятие будет выпускать значительно больше продукции с большим притоком прибыли.