Оборудование для производства вспененного полиэтилена
Как организовать завод по производству полиэтилена
Производство полиэтилена, наиболее востребованного полимера, основано на реакции полимеризации газа этилена. Это термопластичный полимер, класса органических полифенолов. Его популярность объясняется целым комплексом технологических свойств, позволяющих производить из него множество изделий бытового назначения и изделий для разных сфер промышленного производства. Немаловажным фактором востребованности данного материала является его низкая стоимость по сравнению с аналогами, использующимися в этих же сферах.

Основные виды полиэтилена
- ПНД – полиэтилен низкого давления, или ПВП – высокой плотности;
- ПВД – высокого давления, или ПНП – низкой плотности;
- ПСД – среднего давления, или ПСП – средней плотности.
Сферы применения полиэтилена
Полиэтилен – один из самых широко применяемых современных материалов в производстве:
- упаковочных, термоусадочных, сельскохозяйственных и других видов пленки;
- водопроводных, газовых и других видов труб;
- различных синтетических волокон;
- емкостей для разного рода жидкостей;
- большого ассортимента стройматериалов;
- санитарно-технических изделий;
- посуды и предметов домашнего обихода;
- изоляционных материалов для электрических кабелей;
- деталей для автомобилей, станков, различного оборудования, инструментов и другой техники;
- протезов для стоматологии и других видов эндопротезирования;
- пенополиэтилена.

Широкий спектр потребительских свойств полиэтилена обусловлен целым комплексом химических, физико-механических и диэлектрических характеристик этого материала. Поэтому он востребован в радиоэлектротехнической, кабельной, химической, строительной, медицинской и многих других отраслях.
Специальные разновидности этого материала, такие как вспененный полиэтилен, сшитый, сверхмолекулярный, хлорсульфированный – эффективно используются в производстве строительных материалов. Хотя сам полиэтилен не конструкционный по структуре, но армирование стекловолокном дает возможность использовать его в конструкционных композитных изделиях.
Полиэтилен используется и как вторсырье. Его отходы отлично перерабатываются для дальнейшего применения.
 к оглавлению ↑
к оглавлению ↑
Технология производства полиэтилена
Полиэтиленовый полимер получают в результате химической реакции полимеризации этилена в различно созданных условиях и в присутствии определенных катализаторов. В зависимости от условий протекания реакции – температуры, давления и катализаторов, полиэтилен приобретает кардинально отличающиеся характеристики.
Чаще всего практическую ценность имеют три вида полиэтилена – низкого, среднего и высокого давления. Поэтому стоит рассмотреть технологию получения именно этих материалов. Надо заметить, что полиэтилен среднего давления считается всего лишь разновидностью ПНД и технология их производства ничем не отличается.
 к оглавлению ↑
к оглавлению ↑
Производство полиэтилена низкого давления
ПНД производится из очищенного газа этилена. Процесс идет при температуре 100-150°C при давлении до 4 МПа. В реакции полимеризации обязательно должен присутствовать катализатор: или триэтилаллюминий или четыреххлористый титан. Процесс может быть непрерывным или кратковременным, с перерывами.
Существует ряд технологий производства полиэтилена, отличающихся по типу используемых конструкций, размеру реактора, способу очистки полимера от катализатора. Весь технологический процесс разбит на три этапа:
- полимеризация полиэтилена;
- очистка его от катализатора;
- просушка.
Необходимое условие для нормального протекания реакции полимеризации – постоянная температура, которая поддерживается с помощью подаваемого этилена и его объемов. Процесс полимеризации с участием катализатора имеет свои недостатки – происходит неизбежное загрязнение полученного продукта остатками катализатора.

Он не только окрашивает полиэтилен в неприемлемый коричневый цвет, но и ухудшает его химические свойства. Для устранения этого недостатка катализатор разрушается, а потом растворяется и отфильтровывается. Отмывается полученный полимер в специальной центрифуге, в которую добавляют метиловый спирт.
После промывки он отжимается, к нему добавляют вещества, повышающие его прочность и внешний вид. Для улучшения внешних качеств добавляют воск, который придает полиэтилену блеск. Далее продукт полимеризации попадает в сушильные аппараты и в цеха грануляции. Основные марки полиэтилена производятся в порошкообразном виде, композиционные марки – в виде гранул. к оглавлению ↑
Производство полиэтилена высокого давления
ПВД производится при температуре не менее 200 °C, при давлении от 150 до 300 МПа, в качестве активатора реакции выступает кислород. Оборудование для получения полимера – автоклавные и трубчатые реакторы.

Трубчатый реактор – это длинный резервуар в виде трубы, в котором и происходит реакция полимеризации под высоким давлением. Полимер, в виде расплава выводится из реактора и поступает в отделитель промежуточного давления, где он изолируется от непрореагировавшего этилена. Затем, согласно технологической схеме он поступает на экструдер и выходит из него в виде гранул, и направляется на дополнительную обработку. Эта технология является наиболее востребованной среди производителей.
Различия протекания химических реакций. Разные виды оборудования и другие различия обусловливают структурные особенности получаемого продукта полимеризации.
Несмотря на тип реактора, схема производства ПВД для них одинаковая:
- подача в приемник реактора сырья и инициатора;
- разогрев ингредиентов и повышение параметров давления;
- промежуточная подача сырья и инициатора;
- изоляция непрореагировавшего этилена и его сбор для повторного использования;
- охлаждение полученного полимера, сброс давления;
- грануляция конечного продукта, промывка, сушка, упаковка.
к оглавлению ↑
Производство вспененного полиэтилена
Вспененный полиэтилен, или ППЭ – это полимер, отличающийся пористой структурой и имеющий высокие эксплуатационные и технические характеристики. Он широко используется как термоизоляционный материал в строительстве и в приборостроительном машиностроении, а также как упаковочный материал и в других сферах.

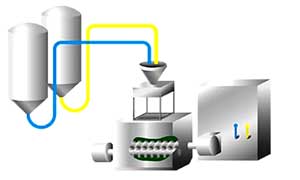
Технология производства этого полимера отличается определенной сложностью. Для ее полного цикла необходимо специальное оборудование: смесители, загрузчики, охлаждающие устройства, насосы высокого давления. Но самым главным оборудованием в производстве вспененного полиэтилена являются экструдеры. В качестве сырья используется ПВД, в качестве вспенивающих агентов – фреоны и алкановые смеси, например, бутан.
В зависимости от особенностей технологии производства, различают два вида ППЭ – сшитый и несшитый. Процесс вспенивания идет под определенным давлением и с высокой температурой. Этапы технологического процесса:
- загрузка смеси;
- смешивание;
- продавливание смеси через экструдер;
- сшивание пленок;
- вспенивание;
- получение заготовок в виде плит, пленки и других полуфабрикатов.
к оглавлению ↑
Производство вторичного полиэтилена
Для того, чтобы избежать затрат на крупномасштабное производство полимеров, можно воспользоваться их вторичной переработкой. Из вторсырья производится высококачественный гранулированный полимерный продукт, который по своим характеристикам ничем не уступающий первично полученному полимерному продукту.

Сырье подвергается дроблению. Затем, оно моется и сушится в центрифуге. Очищенная сырьевая масса проходит операцию агломерации и идет на гранулирование. Это – конечный продукт вторичной переработки полиэтилена. к оглавлению ↑
Оборудование для производства полиэтилена
Оборудование для производства полиэтилена различается в соответствии с назначением и видом перерабатываемого сырья. Технологическая цепочка представлена следующим оборудованием:
- один или несколько экструдеров-грануляторов;
- машина для резки;
- загрузчики, работающие на основе вакуума;
- насосы, оснащенные фильтрами для расплавов;
- вибросита;
- ванны для охлаждения;
- транспортеры;
- бункера для подачи сырьевой массы;
- мельницы.

Покупка нового основного оборудования для производства полиэтилена может стать в пределах 120-200 тысяч долларов.Новое отечественное оборудование будет стоить меньше в два раза. к оглавлению ↑
Как организовать завод по производству полиэтилена
Всякий производственный бизнес начинается с разработки бизнес-плана.
Составление бизнес-плана
Цель бизнес-плана – предоставление общей информации об авторе проекта, описание продукции, которую он собирается производить. Также должна быть раскрыты задачи проекта, в подробностях должна быть описана технология производства продукции.
Если эта технология является новой, то в бизнес-плане должны быть представлены заключения соответствующих органов об ее безопасности для окружающей среды и здоровья людей. к оглавлению ↑
Помещение
Промышленное производство, каковым является выпуск полиэтилена, следует размещать в производственной зоне населенного пункта. Для производственного помещения существуют определенные санитарные и технические требования. Площадь помещения не должна быть меньше 100 кв. метров, высота его не должна быть ниже 10 метров. В производственных цехах должна быть противопожарная защита и хорошая вентиляция.
 к оглавлению ↑
к оглавлению ↑
Персонал
Обеспечить производственный процесс может небольшой по численности коллектив:
- руководитель предприятия;
- бухгалтер;
- менеджер по продажам;
- технолог;
- рабочие по обслуживанию технологической линии – 4 человека.
Возможны и другие варианты штатного расписания.
 к оглавлению ↑
к оглавлению ↑
Оформление документов
Прежде всего, необходимо зарегистрировать свое предприятие. Это может быть ИП или ООО. Также необходимо получить разрешительные документы в таких инстанциях:
- городская администрация;
- пожарная, экологическая и санитарно-эпидемиологическая службы;
- электронадзор.
Расчет затрат
Сначала производится расчет доходов от производства продукции:
- сколько затрачивается в среднем на производство определенного объема продукции;
- какова ее рыночная стоимость;
- каков размер дохода.
Затем надо посчитать все расходы:
- стоимость разрешительных документов;
- подготовка помещения;
- закупка оборудования;
- закупка сырья.
Ежемесячные расходы:
- оплата труда работникам;
- оплата аренды помещения;
- налоги и коммунальные услуги.
Далее выполняются расчеты окупаемости бизнеса и его прибыльности. к оглавлению ↑
Рентабельность бизнеса
При стабильной работе предприятия и при хорошем стартовом капитале на приобретение оборудования, этот бизнес окупается через 12-14 месяцев. Через год стабильной работы, затраты на оборудование могут полностью окупиться и завод станет приносить чистую прибыль.
Оборудование для производства листового пенополиэтилена : основы технологии производства
Пт, 11 Январь 2008 | Тема: Оборудование
Как известно пенополиэтилен можно разделить на два больших класса – со сшитой молекулярной структурой и несшитой. Для производства таких материалов требуется различное оборудование.
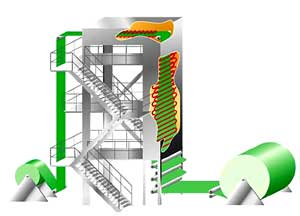
Классическая технология производства сшитых пенополиолефинов происходит в четыре основных этапа (смешивание, экструзия, сшивка, формование):
1. Взвешивание и дозирование компонентов, подготовка смеси для последующей экструзии
На этом этапе подготовленные чистые компоненты с высокой точностью смешиваются в необходимы компаунд, который обычно включает:
а) полиолефин (полиэтилен или полипропилен) б) сшивающий агент DCP (для случая химической сшивки) в) вспенивающий агент на базе нитрогена (азодикарбонамид) г) окрашивающие пигменты д) специфические добавки (антипирены, другие сополимеры и т.п.)
2. Экструдирование листа с заданными параметрами
Процесс экструзии широко распространенная операция для производства таких изделий как трубы, профили, листы. В экструдере находятся один или два шнека (винта) которые вращаясь выдавливают разогретый материал через экструзионную головку (фильеру), придающую изделию нужную форму.

3. Физическая сшивка листа в ускорителе электронов
В данном случае показан метод физической сшивки который не требует каких-либо химических добавок. Материал проходит через установку, облучающую его с двух сторон пучком электронов.

4. Вспенивание листа
Существует три стандартных варианта процесса вспенивания (горизонтальный, вертикальный, под прессом):

а) горизонтальное вспенивание
Подходит для химически и физически сшитых материалов. В первом случае сшивание происходит в начале процесса, во втором материал должен подаваться уже сшитым. В обоих случаях процесс проходит при высокой температуре.
б) вертикальное вспенивание
Для этого процесса производства подается уже физически сшитый материал. Материал нагревается и охлаждаясь наматывается на крупногабаритные бобины.

в) вспенивание под прессом
Данный процесс подходит для материала большой толщины и химически сшитом. Здесь после экструдера материал обрезается и подается в сшивающий блок, после которого подается в пресс, где вспенивается при высокой температуре и давлении.
Из печей выходит лист пенополиэтилена, который упаковывается в рулоны и поступает в продажу или подвергается дальнейшей обработке.
Технологический процесс производства несшитого пенополиэтилена значительно проще, что положительно сказывается на его стоимости.
Несшитые пены обычно формируются введением в расплав полимера вспенивающего агента для формирования, так называемого пенного геля-пасты, с дальнейшим экструдированием пасты и формированием формы изделия. В зависимости от характеристики и настройки оборудования изделие может принимать форму пленки, пластины, прутков, волокна или отдельных бусинок- гранул.
До смешивания со вспенивающим агентом, полимер нагревают до или выше точки перехода из кристаллической формы в текучую. Вспенивающий агент добавляется или смешивается в расплав непосредственно в экструдер, миксере, смесителе или подобное оборудование. Используемый агент должен иметь превосходную растворимость в полимере при высоких температурах и давлениях обычно характерных для процессов формирования экструдирования вспененных материалов.
В качестве вспенивателей обычно используют -гидрокарбонаты (hydrocarbons) такие как изобутан (isobutene) или обычный бутан, окись углирода (carbon dioxide) и его смеси. При этом вспенивающий агент смешивается с расплавленным полимером при высоком давлении, подобранным так, чтобы было достаточно предотвратить существенное расширение полимерного материала и максимально разогнать вспенивающий агент по всему объему полимера.
До экструдирования полимерная пена обычно охлаждается до более низкой температуры в которой происходит вспенивание, при этом упругость расплава достаточно высока, чтобы стабилизировать пену, предотвращая разрушение ячейки. Эта температура, часто упоминаемая как температура вспенивания и является обычно выше температуры перехода кристаллизации каждого компонента полимера (Tg) или для полимеров, имеющих высокую кристализацию, называется пиковой температурой прозрачности расплава (Tm). Гель-паста может быть охлажден непосредственно в экструдере или в другом устройстве смешивания, или в отдельных холодильниках. При прохождении геля через экструзионную головку, т.е. в зоне формирования формы будущего изделия давление ниже и обычно равно атмосферному.
Сшитые пены
При производстве молекулярно сшитых вспененных материалов, сшивание и расширение происходит при повышенной температуре, чтобы процесс вспенивания происходил одновременно или последовательно.
Если применяется химически сшивающий агент, его добавляют в материал одновременно с вспенивающим агентом. При химической сшивке расплав полимера обычно нагревается до температуры не больше 150°C, чтобы предотвратить разрушении сшивающего или вспенивающего агента или дующего агента и предотвратить преждевременное сшивание.
Если применяется сшитие методом облучения (радиационносшитый), то расплава полимера обычно нагревается до температуры не выше чем 160°C, чтобы предотвратить разложение вспенивающей добавки.
Вспененный расплав подается в эструзионный блок, формирующий желаемую форму и структуру изделия. Для формирования структуры температуру материала поднимают обычно до 150°C-250°C в своеобразной духовке.
При применении радиационной сшивки структура пены облучается на этапе повышения температуры. Как при химическом так и при радиационном процессе, сшитая структура формируется в материале в форме листа или тонкой плиты, позволяющие полимеру наиболее качественно выполнить процессы сшивания и вспенивания.
Производство сшитых вспененных волокон, жгутов и литых изделий проходит двумя способами.
В одном случае, полимер смешанный с сшивающим и вспенивающими агентами, нагревают и формируют изделие в пресс-форме, пена сшивается и вспенивающий агент разлагается. Впоследствии вспененный состав расширяется под давлением. По выбору, формованная пена, полученная после снятия давления, может быть перенагрета, чтобы получить еще большее расширение.
Во втором случае, пена может быть подготовлена в виде уже сшитого листа полимера, содержащим вспенивающий агент. Затем материал расширяют при высокой температуре, или посредством нагревания химически сшитого полимерного листа, с пропитыванием азотом при более высоком давлении и температуре выше точки отвердевания. Снижение давления проводит к увеличению жесткости пузырей и некоторому расширению листа. Лист перенагревают при более низком давлении и температуре не позволяющей отвердеть материалу, затем давление снижают, чтобы позволить пене расшириться.
В сшитых полимерах между молекулами материала устанавливаются прочные межмолекулярные связи, образующие своеобразный пространственный каркас. Такие материалы утрачивают свойственную несшитым полимерам пластичность и становятся эластичными (при снятии нагрузки возвращаются в прежнее состояние), что сказывается на повышении их прочностных свойств и температурной стойкости.
Вспененные и расширенные бусинки-гранулы могут формироваться по одной или партией в процессе экструзии и так же могут быть молекулярно сшитыми и несшитыми. Вспененные гранулы затем спрессовывают или формуют в конечные изделия. В производственном процессе дискретные полимерные частицы, подготовленные смешиванием расплава и реактивным смешиванием, пропитываются вспенивающим агентом и по необходимости сшивающим в водной или безводной суспензии при повышенной температуре и давлении.
В водной суспензии вспенивающий (и может быть вспенивающий) помещаются в жидкую среду в которой гранулы практически не растворяются при повышении давления и температуре в автоклаве или другом устройстве. Материалу не дают возможности сильно расшириться, быстро снимая давление или охлаждая до формы гранул. На отдельном этапе, нерасширенные гранулы нагревают, например паром или с горячим воздухом, чтобы их расширить.
Процесс экструзии может также использоваться, чтобы получить вспененные полимерные гранулы. Метод сходен с обычным процессом экструзии пены, но экструзионная головка в данном случае будет иметь одно или множество отверстия, задающих размеры гранул.
В данном случае требуется (a), охлаждение вспененного геля до температуры не выше температуры вспенивания (b) экструзию охлажденного геля через экструзионную щель с большим количеством отверстий (c) по необходимости поддержание кромки пены, подающейся к головке, в ванне с холодной водой и (d) и гранулирование вспененных волокон, получаемых на выходе эксрузионной головки.
В другом случае полимер размягчают и смешивают с газовым вспенивающим агентом в обычном экструдере, для формирования по существу непрерывного вспененного волокна или кромки, который затем дробится или гранулируется. Затем молекулы полученного гранулята сшивают облучением радиацией и полученные частицы соединяют различными способами для получения законченного изделия.
Выбор оборудования для производства
Для производства материала разной плотности оборудование имеет свои различия. Его можно разделить на два класса: для плотности от 25 до 50 кг/м3 с использование в качестве вспенивателя фреоны или алкановые смеси (бутан) и для плотности от 200 до 400 кг/м3 с СО2 вспенивателем (г/литр). Возможны так же комбинированные модификации. Как правило, такие листовые материалы плотностью выше 200 кг/м3 не производят толщиной больше 3-5 мм.
Известно, что газовый метод более дорогой, но имеет коэффициент вспененности в несколько десятков раз. Химический метод на 20 % дешевле, но коэффициент вспененности ограничен 5-6 разами. Например, для материалов плотностью 50 кг/м3 больше подходит газовый метод.
Обычно производители используют одно оборудование, как для производства вспененных листов, так и изоляционных труб. Практически каждое подобное оборудование позволяет производить вспененные листы, как из полиэтилена, так и из полипропилена (особенно для производства труб). Вопрос работы на полистироле может решиться дополнительной комплектацией.
 Технологии [154] Технологии [154] |
 Изделия [77] Изделия [77] |
 Оборудование [42] Оборудование [42] |
 Сырье [111] Сырье [111] |
 Обзоры рынков [179] Обзоры рынков [179] |
 Интервью [97] Интервью [97] |
 Репортаж [26] Репортаж [26] |
 Все статьи Все статьи |
Статьи публикуются с разрешения автора и обязательным указанием ссылки на источник
Редакция оплачивает на договорной основе
технические статьи, маркетинговые отчеты, рецептуры, обзоры рынка
и другую отраслевую информацию и права не ее размещение
Приглашаем специалистов к сотрудничеству в качестве внештатных авторов и консультантов!
По вопросам публикации и оплаты статей обращайтесь в редакцию:
Тел: +7 (499) 490-77-79
Прислать сообщение
Описание процесса производства вспененного полиэтилена
Одним из самых популярных материалов в современном производстве является полиэтилен. Его применяют в разных сферах деятельности, работы, быту и даже в оздоровительных центрах. При этом отмечают его относительную безопасность для здоровья человека, что делает актуальными вопросы о его происхождении и технологии производства, особенно если они затрагивают такой разновидностью, как вспененный полиэтилен.
Что такое вспененный полиэтилен и откуда он появился
Вспененный или пенополиэтилен – это представитель группы эластичных материалов, у которых закрытая, но при этом пористая структура. Они входят в класс газонаполненных пенопластов. По сути, можно сказать, что это полимер, но в отличии от других видов с узкой спецификой применения, вспененная вариация универсальна. Она может использоваться, где угодно.

Среди ее основных свойств, которые можно отнести только к преимуществам, называют:
- теплоизоляцию;
- гидроизоляцию;
- устойчивость к проникновению звуков;
- устойчивость к воздействиям химических веществ.
И это только самые основные параметры. Сырьем для изготовления этого уникального материала сейчас является полиэтилен в гранулах, может применяться ПВД или ПНД даже после вторичной обработки отходов.
Основное про производство и его этапы
Пенополиэтилен представляет собой очень мягкий материал с хорошими термостатическими свойствами. При этом у него есть способности к амортизации. Чаще всего его применяют для тепло и звукоизоляции в строительных работах, для сферы приборостроения, а также упаковки грузов для перевозок на дальние расстояния. При его изготовлении должны учитываться технологические особенности, которые и обеспечивают такие качества материала. Для этого были разработаны этапы производства, которые нельзя нарушать даже с учетом того, что пенополиэтилен производится только автоматизированными станками (машинами). Особенности технологий производства данного материала различаются именно потому, как происходит вспенивание.

Прежде чем говорить об этом, стоит отметить, что пенополиэтилен может быть изготовлен из материала-основы высокого давления или низкого. Хотя низкое применяется намного реже, но имеет место быть и такая технология. В процессе создания к выбранному сырью добавляются присадки с огнетушащими свойствами, что дает материалу противопожарные характеристики.
Технология изготовления состоит из двух главных этапов:
- Расплавление гранул сырья;
- Соединение жидкого сырья с газом сжиженной консистенции (по сути, это основной реагент).
Именно благодаря реагенту материал и получает вспененную структуру, которая сохраняется у будущего продукта. Эти два этапа присутствуют на производстве любой разновидности пенополиэтилена. Когда говорят о разных технологиях его создания, подразумевают разные способы вспенивания. Технология может быть:
- Несшитой – здесь сырье смешивается с физическим газообразователем, в качестве которого выступают пропан-бутан или изобутан.
- Химически сшитой – при этой технологии происходит смешивание азодикарбонамида и основного сырья, а далее выполняется их соединение через вспенивание под воздействием нагрева.
- Физически сшитой – образование единого материала здесь происходит через поток быстрых электронов и процесс вспенивания.
Оборудование для производства
В производстве этой особенной продукции может использоваться разное оборудование. Основным поставщиком такой техники сейчас является Китай. Их стоимость достаточно высока, но Российских аналогов этих машин пока нет. У отечественных производителей пенополиэтилена выбор техники для производства невелик: зарубежные машины или местные б/у. И тот и другой вариант закупок имеет свои нюансы, которые нужно учитывать заранее.
В зависимости от того, какой тип вспенивания будет использовать производитель, могут различаться и станки для производства. Ведь у каждого из них есть свои нюансы по конструкции и материалам.
Общая технология изготовления вспененного полиэтилена состоит всего из 2 этапов. Все остальное – особенности производственного процесса, который каждый производитель выбирает для себя сам. От этого варьируются некоторые технические характеристики, но они не влияют на основные свойства материала.
Вспененный полиэтилен: виды, характеристики, свойства и особенности производства

Пенополиэтилен – группа упругих эластичных материалов с закрытой пористой структурой, относящиеся к классу газозаполненных поропластов.
В отличие от большинства других полимеров, имеющих узкопрофильное применение, вспененный полиэтилен универсален.
Сочетание тепло-, звуко- и гидроизолирующих свойств в сочетании с высокой химической стойкостью объясняют его применение в промышленном и бытовом секторе.
Сырьем для пенополиэтилена служит гранулированный полиэтилен ПВД и ПНД, в том числе вторичный – полученный путем переработки пленки и других отходов.
Этапы производства
Производственная линия для пенополиэтилена состоит из:
- экструдера;
- компрессора для подачи газа;
- линии охлаждения;
- упаковки.
В зависимости от вида конечного продукта, оборудование может называться пакетоделательным, трубосшивающим и т. д.

Дополнительно применяются летучие ножницы и вырубные прессы различных конструкций, формовочные машины.
В приемный бункер загружается гранула ПВД, ПНД или композиции на их основе.
Обрезь – основной вид отходов производства пенополиэтилена – возвращается в производственный цикл после минимальной переработки.
Многие предприятия смешивают первичное сырье с регранулятом.
Основные требования к вторичному сырью для производства вспененного полиэтилена – отсутствие механических примесей, однотипность по цвету и средней молекулярной массе с первичным ПЭ.
Если требования соблюдены, качество, эксплуатационные и механические свойства готовой продукции не страдают.
Физико-химические свойства
Вот основные свойства материала:
- Нижняя граница рабочих температур составляет -80 °C. При выходе за нее материал теряет эластичность, становится хрупким.
- Температура плавления – около 110 °C. Некоторые производители предлагают композиции с верхним пределом в 140 °C.
- Водопоглощение (при прямом контакте) не превышает 1,2 %.
- Предел прочности составляет 0,015 – 0,5 МПа.
- Материал устойчив к большинству агрессивных соединений, в том числе к продуктам нефтепереработки, и к биологически активным средам.
- Срок службы достигает 100 лет.
Данные по теплопроводности в сравнении с другими видами газонаполненных полимеров приведены в таблице:
| Материал | Плотность, кг/м 3 | Теплопроводность, Вт/м°К |
| Пенополиэтилен | 20 – 400 | 0, 029 – 0,05 |
| Пенополипропилен | 20 – 200 | 0, 034 |
| Пенополиуретан | 60 – 600 | 0,02 – 0,04 |
| Поролон | 12 – 60 | 0,03 – 0,06 |
| Пенополистирол | 15 – 150 | 0,027 – 0,042 |
| Пенополивинилхлорид | 15 – 700 | 0,035 – 0,045 |
Данные взяты из рекламных предложений производителей.
Классификация
Поропласты на основе полиэтилена классифицируются по следующим признакам:
- вид исходного сырья;
- способ вспенивания;
- способ сшивки.
Для изготовления ППЭ применяются гранулы ПВД и ПНД, а также различные композиции на их основе. Молекулярная структура любой разновидности полиэтилена позволяет получать материалы с прогнозируемыми свойствами.
 При производстве пенополиэтилена применяются два метода создания газообразной фазы:
При производстве пенополиэтилена применяются два метода создания газообразной фазы:
- Физический. Это непосредственный впрыск газа (бутана или других легких насыщенных углеводородов) в расплав исходного сырья – наиболее дешевый способ вспенивания. Однако он требует применения специализированного оборудования и соблюдения повышенных предупредительных мер пожарной безопасности.
- Химический. В исходное сырье вводятся реагенты, разлагающиеся с выделением газов. Химическое вспенивание может выполняться на стандартном литейном и экструзионном оборудовании. Состав добавок определяется требованиями к плотности и размеру ячеек.
Современные технологии производства позволяют получать различные молекулярные структуры газонаполненного полиэтилена:
- Несшитый (НПЭ). Его получают по технологии физического вспенивания. Полиэтилен при этом сохраняет исходную структуру, заданную при синтезе. НПЭ отличается сравнительно низкими прочностными характеристиками и применение его оправдано в условиях незначительных механических нагрузок.
- Химически сшитый (ХС-ППЭ). Технология включает в себя следующие этапы: смешивание сырья со вспенивающими и сшивающими реагентами, формирование исходной заготовки-матрикса, ступенчатый нагрев в печи. Термическая обработка приводит к тому, что между полимерными нитями возникают поперечные связи (происходит сшивка), а затем проходит газообразование. Изделия из ХС-ППЭ имеют мелкопористую структуру, матовую поверхность и более высокие в сравнении с продукцией из НПЭ механические показатели: прочность, устойчивость разрывам, упругость, т.е. способность возвращать прежнюю толщину после сдавливания.
- Физически сшитый (ФС-ППЭ). Материал не содержит сшивающих добавок, а вместо первой ступени термообработки заготовка-матрикс обрабатывается потоком электронов, инициирующим процесс сшивки. Возможность контролировать количество поперечных связей позволяет варьировать характеристиками материала и размерами ячеек.

В отличие от большинства конструкционных материалов, маркировка пенополиэтилена производится не по показателям прочности, а по средней плотности, т.е отношению веса на единицу объема (кг/м 3 ): 15, 25, 35, 50, 75, 100, … 500, как для примера показано на фото выше.
Метод определения средней плотности описан в ГОСТ 409 – 2017.
Благодаря работе маркетологов отечественному потребителю больше знакомы торговые марки пенополиэтиленов, применяемые, в частности, для трубной теплоизоляции:
- Изолон;
- Теплофлекс;
- Пенолон;
- Татфоум;
- Хитфом;
- Этафом и т. д.
Производство продукции чаще всего регламентируется внутренними стандартами предприятий и техническими условиями. Тем не менее, в России на изготовление теплоизоляционных материалов разработан ГОСТ Р 56729-2015, соответствующий EN 14313:2009.
Применение пенополиэтилена
Далее мы расскажем об основных сферах применения.
Звукоизоляция
Как и все ячеистые материалы, пенополиэтилен хорошо поглощает воздушный шум. Звуковая волна, проходя через слой ППЭ, теряет значительную часть кинетической энергии за счет ее преобразования в тепло.
НПЭ является хорошей преградой для ударного шума и вибрации. Из всех акустических материалов он имеет наиболее высокие характеристики по поглощению низкочастотных колебаний.
Сшитый пенополиэтилен также используется для звукоизоляции в жилом и промышленном строительстве, автомобиле- и машиностроении.
Лента из ППЭ, уложенная на перекрытие и стены при устройстве плавающей стяжки, считается эффективной блокировкой для возникновения структурных шумов.
Теплоизоляция
 Низкие показатели теплопроводности и паропроницаемости сделали вспененный полиэтилен одним из наиболее популярных материалов в строительстве.
Низкие показатели теплопроводности и паропроницаемости сделали вспененный полиэтилен одним из наиболее популярных материалов в строительстве.
Листовой и рулонный пенополиэтилен используют преимущественно внутри помещений в составе теплоизолирующего пирога фасадных стен, кровли, систем вентиляции и кондиционирования для утепления дома.
ППЭ для теплоизоляции покрывают фольгой, которая является дополнительным барьером для тепла и зеркалом, отражающим инфракрасное излучение.
Одна из сфер применения вспененного полиэтилена – изоляции для труб теплотрасс, холодной и горячей воды.
Уплотнение и упаковка
Кроме трубной тепловой изоляции и утеплителя, из ППЭ производят упаковочные материалы для транспортировки хрупких предметов, окрашенных конструкций. При помощи вакуум-формовочных и вырубных машин создается упаковка для серийных изделий, одновременно служащая уплотнителем, например, для мобильных телефонов, электронных и электрических приборов.
Стоимость
Цена пенополиэтилена зависит от:
- вида;
- толщины;
- плотности;
- объема партии;
- региона.
Найти предложения в своем городе и сравнить цены можно на таких сайтах, как:
Готовые изделия из ППЭ
Из пенополиэтилена производятся такие изделия:
- листы и рулоны, в том числе многослойные;
- жгуты;
- трубки;
- пакеты;
- теплоизолирующие и демпфирующие маты;
- коврики для спорта и туризма.

Переработка отходов
Для утилизации отходов пенополиэтилена используются те же технологии, что и для невспененного — термомеханический и термохимический рециклинг, или пиролиз.
Использованная упаковка из НПЭ перерабатывается во вторичную гранулу, а крошка сшитого ППЭ служит наполнителем для композиционных материалов, из которых делают тротуарную плитку, и другие искусственные покрытия.
Главная особенность газонаполненных полимеров – низкая плотность – вносит коррективы в технологию. При переработке отходы ППЭ спрессовываются в специализированных машинах – термокомпакторах.
На рынке оборудования можно найти устройства со степенью прессования до 90:1. Брикетированный в компакторах ППЭ можно загружать в экструдер или термическую печь, использовать в качестве сырья для получения полиэтиленового воска.
Видео по теме
В данном видео-ролике автор демонстрирует, как применять ППЭ для теплоизоляции труб:
Заключение
На российском рынке ППЭ с 2010 года наблюдается непрерывный рост. За это время отечественные производители практически полностью вытеснили зарубежных конкурентов, поскольку их продукция не отстает ни по качеству, ни по марочному составу.
Главной отраслевой проблемой считается постоянный рост цен на сырье. Поэтому сегмент ППЭ представляет значительный интерес для производителей вторичной гранулы хорошего качества.
Вспененный полиэтилен — все более распространенный материал в строительстве, использующийся как утеплитель для труб, пола и стен, для шумоизоляции. Его относительно низкая стоимость позволяет использовать ППЭ в других видах промышленности, изготавливая различные изделия и предметы.
Производство вспененного полиэтилена
Технология производства вспененного полиэтилена основана на полимеризации этилена, которая происходит под воздействием высоких температур и давления. Наибольшей популярностью пользуется полиэтилен высокого давления, так как эта разновидность материала имеет повышенную водостойкость.
Технологический процесс
 Сырьё выбирают исходя, из конечного назначения продукта, производимого из этого материала. Широкое применение имеет гранулированный материал низкой плотности с разными пигментами, дополнительно применяются сшивающие и вспенивающие агенты. Функцию замедлителя горения выполняет смесь, включающая декабромодифенил и триоксид сурьмы. Используемое сырьё помещается в экструдер, где смесь разогревается, а затем продавливается, что позволяет сделать материнский лист.
Сырьё выбирают исходя, из конечного назначения продукта, производимого из этого материала. Широкое применение имеет гранулированный материал низкой плотности с разными пигментами, дополнительно применяются сшивающие и вспенивающие агенты. Функцию замедлителя горения выполняет смесь, включающая декабромодифенил и триоксид сурьмы. Используемое сырьё помещается в экструдер, где смесь разогревается, а затем продавливается, что позволяет сделать материнский лист.
Лист отправляется в камеру, где происходит процесс его вспенивания при необходимом температурном режиме. Следующим этапом является химическая сшивка, в процессе которой под воздействием смеси газов формируется пористая закрытая структура. Результатом работы, является листовой материал, подвергающийся процессу охлаждения и последующей нарезке.
Виды и характеристика оборудования
Чтобы наладить технологический процесс, требуется купить оборудование для производства вспененного полиэтилена.
Понадобятся следующие виды агрегатов:
- агломераторы – перерабатывают плёночные отходы, пригодные для повторного применения. Результатом работы, является получение агломерата в виде плёночных кусков, спекающихся в шары при термическом воздействии;
- грануляторы – производственная линия, состоящая из нескольких элементов: экструдер, охладительная установка, бункер, стренговая голова, приспособление для нарезания гранул. Именно эта линия используется для переработки пластика и бытовых полимеров, с целью получения сырья, пригодного для производства полиэтилена;
- дробилки – измельчают отходы, впоследствии направляемые на экструзионную линию. Дроблению подвергаются пластиковые трубы, полимерные листы и слитки, в том числе, имеющие высокий уровень ударной вязкости;
- экструдеры — это основной тип оборудования, позволяющий производить разные изделия: листы, плёнку, трубы.
Производство вспененного полиэтилена из вторсырья — это эффективный процесс, требующий задействования всех агрегатов, необходимых для переработки и изготовления конечного продукта. 
Организация производства России
Открыть собственное производство, можно зарегистрировавшись в качестве ООО, для чего потребуется собрать пакет документов: устав организации; протокол учредительного собрания, заявление, квитанция об уплате государственной пошлины. Потребуется получить коды ОКВЭД из Росстата. Здесь надо учесть, что конкретный код будет определяться типом производственного процесса. Если предполагается открыть свое производство вспененного полиэтилена в России, связанное с изготовлением полуфабрикатов, например, материнских листов, то коды будут следующие: 24.16. Если же, предполагается изготавливать упаковочные пластмассовые изделия из вспененного полиэтилена, то коды такие: 25.22. Обязательно следует подать заявление в налоговую инспекцию, заказать изготовление печати, после чего разрешено закупать оборудование, нанимать персонал, арендовать помещение. Производство вспененного полиэтилена для упаковки, будет намного выгоднее, так как конечный продукт стоит дороже полуфабрикатов, фактически являющихся разновидностью сырья. Открывая предприятие, надо наладить контроль качества.
Другие материалы:
 Производство семечек
Производство семечек
 Производство семечек
Производство семечекСегодня очень популярны среди населения, а особенно у молодежи, снеки. Это всевозможные чипсы, кукур.
 Производство сетки рабицы
Производство сетки рабицы
Даже не исследуя глубоко рынок ограждений, которые предлагаются потребителям на сегодняшний день, мо.
 Производство валенок
Производство валенок
Для многих идея, открыть свое производство валенок в России, может показаться неперспективной. Однак.