Оборудование для литья латуни
Особенности литья латуни
Человечеству известно множество металлов и сплавов на их основе. Одним из известнейших является латунь. Это соединение на основе меди, к которой добавляются сторонние цветные металлы. Из этого материала изготавливаются различные детали, элементы для электрооборудования. Литье латуни позволяет делать из неё заготовки различной формы, размера. Проводить его можно на предприятии или в домашних условиях.
 Литье латуни
Литье латуни
Характеристики и сферы применения латуни
Латунь — это сплав главными компонентами которой являются медь и цинк. Традиционное соединение представляет собой смесь 70% первого металла, 30% второго. Однако существуют материалы где содержание цинка достигает 50%.
Чтобы понимать, как правильно работать с этим соединением, нужно разобраться с его характеристиками:
- Температура плавления — до 950 градусов.
- Плотность — около 8,7 тонн на м 3 .
- Электросопротивление — 0,08 микрон на метр.
- Теплоёмкость — 0,377 кДж/(кг·К)
Изделия из латуни могут представлять собой смесь из меди и цинка, или этих двух компонентов и дополнительных легирующих добавок. Сплав применяется в разных отраслях:
- изготовление комплектующих для часов;
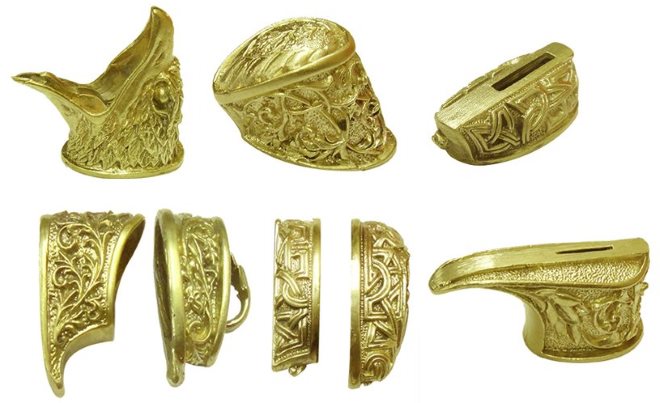
- создание статуэток, украшений, элементов интерьера;
- изготовление деталей, используемых в машиностроении;
- создание комплектующих для электрооборудования.
Латунь обладает хорошим показателем свариваемости. Кроме того, она имеет высокий показатель защиты от коррозии. Благодаря этих характеристикам, сплав используется, как защитное покрытие для других металлов при изготовлении металлоконструкций.
История технологии
Историки говорят о том, что латунь появилась одновременно с бронзой. Из сплавов изготавливали украшения, наконечники для орудий труда, оружия, посуду, столовые приборы.
Чтобы изготовить какой-либо предмет, нужно было знать технологию литья из латуни. Со временем метод развивался, совершенствовался. Сегодня материал можно изготавливать дома или на производстве. Для этого нужно точно проводить технологический процесс, следовать правилам, правильно выбирать инструменты, сырье.
 Изделие из латуни
Изделие из латуни
Тонкости технологии
Технология художественного литья латуни схожа с изготовлением изделий из бронзы. Она имеет некоторые тонкости, о которых следует поговорить до начала работы с материалами:
- Прежде чем сделать отливку необходимо выбрать расходные металлы, расплавить их. Для этого используются разные виды печей. Благодаря низкой температуре плавления, изготовить конструкция для плавки можно самостоятельно. Она будет состоять из газовой горелки, термоустойчивой емкости.
- Важный этап во время изготовления изделий — заливание расплавленного сырья в подготовленную заранее форму. Продолжительность процедуры не более 2 минут. Если выполнять заливку неправильно, изделие может получить раковины из шлака, пригары, углубления, спаи. Готовая деталь будет испорчена или потребует дополнительной обработки.
- Охлаждаться сплав должен равномерно, без использования охлаждающих жидкостей.
- Деталь после извлечения из формы требует дополнительной обработки. После литья на ней остаются литники, заливы, выпоры, прибыли. Их необходимо убрать.
Нельзя забывать про то, что формы бывают многоразовые, одноразовые. Из первых заготовки извлекаются клещами. Вторые разбиваются молотом.
Что потребуется для литья?
Чтобы плавить латунь, нужно изначально подготовить оборудование, инструменты для проведения работ. К нему относятся:
- Формовочные композиции. Изготавливаются из огнеупорных материалов. Форма выбирается зависимо от требуемого готового изделия.
- Специальные щипцы, с помощью которых делали извлекаются из форм после застывания.
- Нагревательное оборудование. Можно использовать покупную модель или изготовить печь самостоятельно. Для сборки понадобится шамотный кирпич, огнеупорная мастика. Для нагревания можно использовать газовую горелку или проволоку из нихрома.
- Тигель — емкость, которая заполняется расходными материалами. Они плавятся во время нагревания. Затем мастер переливает расплавленные металлы в подготовленную заранее форму. Тигель изготавливают из глины или графита. Дополнительно используется жаропрочная обмазка, которая увеличивает долговечность емкости.
Для того чтобы достать тигель из печи, используются полукруглые щипцы.
Подготовительные работы
Прежде чем начинать изготавливать отливку нужно подготовиться к проведению основных работ. Изначально нужно разработать эскиз будущего изделия, зарисовать его на бумаге. По готовому чертежу сделать форму для заливания расплавленного сплава. Она изготавливается из глины и кварцевого песка. Существуют многоразовые, одноразовые формы. Первые изготавливать труднее, но они могут применятся при серийном изготовлении изделий из металлических сплавов.
После изготовления детали из латуни потребуется дополнительная обработка для устранения дефектов, возникающих при литье. Для этого поверхности отливки подвергается химической обработке. С помощью активнодействующих растворов с поверхности заготовок удаляются дефекты.
 Поверхность отливки
Поверхность отливки
Проведение работ
Чтобы расплавить латунь в домашних условиях, сделать качественную отливку, необходимо точно следовать технологическому процессу, не менять этапы местами. Проведение работ:
- Тигель заполняется измельченными расходными материалами. Желательно, чтобы их размер был как можно мельче. От этого будет зависеть скорость процесса плавки.
- Щипцами ёмкость помещается в печь. Нагревательные элементы включаются.
- Тигель разогревается до тех пор, пока все куски металла не расплавятся.
- Тигель вынимается из печи. На поверхности расплавленной латуни будет находиться плёнка, которую нужно убрать металлическим прутиком.
- Останется перелить расплавленный сплав в форму, подождать остывания.
Если форма одноразовая, нужно разбить её молотком или разломать любым инструментом. Многоразовые конструкции разъединяются.
При литье нужно учитывать правила техники безопасности:
- Надевать защитные перчатки и одежду, изготовленную из жаропрочных материалов.
- Защитные очки уберегут глаза от испарений, капель расплавленного металла.
- Помещение должно проветриваться. Пары, концентрирующиеся во время плавления металлов, могут навредить здоровью
- Исключить контакт нагревательных элементов с легковоспламеняющимися жидкостями, материалами, веществами.
Соблюдая правила техники безопасности можно обезопасить себя от получения травм.
Литье латуни — технологический процесс, который можно повторить в домашних условиях. Для этого нужно подготовить оборудование, собрать самодельную печь, сделать формы, поэтапно выполнить плавку, отливку. Дать остыть расплавленному металлу и провести дополнительную обработку готового изделия.
Литье из бронзы: технология художественного бронзового литья
Литье бронзы позволяет изготавливать изделия, отличающиеся исключительной декоративной привлекательностью. Технология литья из данного сплава, основу которого составляет медь, известна на протяжении многих веков, но и в наше время она продолжает совершенствоваться.

Внешний вид бронзовых изделий говорит об кропотливом труде мастера, превращающего безликий металл в художественное произведение
История технологии
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет. Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда. С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Современный уровень развития литья из бронзы позволяет получать из данного сплава меди различные предметы не только в производственных, но и в домашних условиях. Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.

Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
Литьё из бронзы для изготовления рукоятей ножей
Многие из таких изделий, не отличающихся большими габаритами и сложностью форм, можно изготавливать из бронзы и латуни не только в производственных, но и в домашних условиях.
Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из такого металла, как бронза, необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы. На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки. Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.

Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:
- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).
Следующим этапом после создания точной модели будущего изделия из бронзы является изготовление литейной формы. Для этого используются специальные приспособления и инвентарь, а основными материалами, которые применяются в этом случае, являются формовочные смеси, созданные на базе глины и тщательно очищенного кварцевого песка.

Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль. Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку. Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Для того чтобы спрессованная и застывшая смесь, из которой изготавливается литейная форма, не разрушилась в тот момент, когда на нее начинает воздействовать расплавленный металл, ее помещают в специальные приспособления, которые называются опоки.

Опоку часто делают из фанеры или древесины
Размер таких опок, которые также могут быть одно- и многоразовыми, целиком и полностью зависит от геометрических параметров будущего изделия. В опоках, которые обычно изготавливают из металла, проходит как создание литейной формы, так и само литье.
Познавательно видео о достоинствах и особенностях художественного литья из бронзы.
Тонкости технологии
Для того чтобы выполнить художественное литье из бронзы или изготовить из данного сплава изделие практического назначения, необходимо в первую очередь получить расплавленный металл. Для плавки металла применяются различные типы печей: индукционные, дуговые, пламенные и др. В самом простейшем варианте (при выполнении литья в домашних условиях) для плавки бронзы можно использовать и обычную газовую горелку, расположив ее под специальной емкостью для расплава.
Возможностей небольших печей, которые можно изготовить и самостоятельно, вполне хватает для того, чтобы выполнять в них плавку цветных металлов и их сплавов, к числу которых также относятся латунь и бронза.

Для расплава небольшого количества бронзы нужен огнеупорный кирпич и газовая горелка
Важнейшим этапом литья из бронзы является заполнение расплавленным металлом литейной формы. Несмотря на что, что такая заливка длится всего 1–2 минуты, правильность ее выполнения напрямую влияет на качественные характеристики готового изделия. Итогом неправильно выполненной заливки могут стать такие дефекты, как:
- спаи;
- пригары;
- шлаковые раковины;
- недоливы.

На этих бронзовых отливках раковины образовались вследствие плохой очистки тиглей перед заливкой
При литье латунных и бронзовых изделий небольшого размера разливка расплавленного металла осуществляется не из самого тигля, в котором он нагревался, а при помощи специального приспособления, используемого в качестве ручного ковша или ложки.
Металлу, который уже залит в литейную форму, необходимо дать остыть до требуемой температуры, которая, в зависимости от марки используемого сплава, может варьироваться. Порядок извлечения готового изделия из формы зависит от того, какого она типа – одноразовая или многоразовая. В первом случае ее просто разбивают молотком, а отливку извлекают при помощи клещей. Многоразовые формы, соответственно, разбивать не надо: их просто размыкают по соединяемой поверхности и аккуратно извлекают из них отливку.
Только что извлеченную отливку необходимо доработать. Заключается такая доработка в том, что с поверхности изделия удаляются литники, выпоры, прибыли и заливы, образовавшиеся в процессе выполнения литья. Такая операция, которую можно выполнять при помощи различного механического инструмента, называется обрубкой.
Придание отлитому изделию привлекательного внешнего вида
Изделие, которое только что извлекли из литейной формы, выглядит достаточно непрезентабельно. На его поверхности может остаться пригоревшая формовочная смесь и обнаруживаются другие поверхностные дефекты. Первым этапом приведения отлитого из бронзы предмета в нормальное состояние является его очистка. Для выполнения такой процедуры используются металлические щетки или шлифовальные машинки (в качестве рабочего органа на них устанавливается проволочный круг).
Несмотря на то, что латунь и бронза отличаются хорошей текучестью и при выполнении литья хорошо заполняют все углубления в форме, получить на готовом изделии тонкий рисунок практически невозможно. Чтобы сформировать подобный рисунок, используют такую доводочную операцию, как чеканка. Она выполняется при помощи специального инструмента. В зависимости от сложности и тонкости рисунка, который необходимо сформировать на поверхности отлитого из бронзы изделия, операция чеканки может занимать различное количество времени.

Ручная чеканка бронзовой статуэтки
Следует иметь в виду, что чеканка – это самый творческий этап процедуры литья, от качества и тщательности ее выполнения напрямую зависит то, как в конечном итоге будет выглядеть изделие. Именно поэтому подходить к выполнению такой операции следует очень ответственно и с максимальной аккуратностью.
В зависимости от задумки мастера, выполняющего литье из бронзы или латуни, а также от требований к декоративности, поверхность отливки может покрываться искусственной патиной, позолотой, серебром, слоем никеля или хрома. Предметы, которые имеют сложную конструкцию, часто отливают не целиком, а отдельными частями, которые затем необходимо правильно соединить. Выполняется такое соединение при помощи специальных замков, изначально предусмотренных в конструкции. Для того чтобы не перепутать такие замки и правильно сопоставить их элементы друг с другом, их часто маркируют.
Литье по центробежной технологии
Для производства в заводских условиях изделий из бронзы, к износостойкости которых предъявляются повышенные требования, часто используется такая технология, как центробежное литье. С ее помощью выполняют литье изделий из бронзы, используемых в машиностроении и других отраслях промышленности. Сюда, в частности, относятся:
- шестерни;
- элементы червячных соединений;
- втулки различного назначения;
- обечайки;
- втулки;
- кольца;
- вкладыши и др.
Технология центробежного литья предполагает, что расплавленная бронза заполняет форму не под действием собственного веса, а под влиянием центробежных сил. Литейные формы помещаются в специальное оборудование. В зависимости от того, в какой плоскости происходит вращение литейных форм, установленных в такое оборудование, оно может быть вертикального или горизонтального типа.
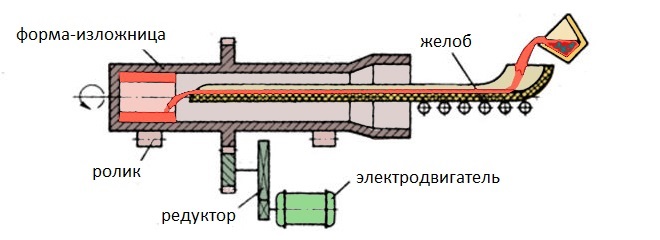
Схема центробежного литья
Оборудование любого типа, используемое для выполнения литья из бронзы по центробежной технологии, имеет следующие конструктивные элементы:
- тигель, в котором происходит плавка металла;
- желоб, по которому расплавленный металл подается в литейные формы;
- изложница;
- электродвигатель, который используется в качестве главного привода и обеспечивает вращение форм;
- элементы привода: шкивы, валы, клиноременная передача.
Благодаря особенностям данной технологии, с ее помощью можно выполнять качественное литье изделий из бронзы, отличающихся даже очень сложной конфигурацией. За счет задействования центробежных сил, которые прижимают расплавленный металл к стенкам литейной формы, поверхность отливки отличается повышенной плотностью и, соответственно, высокой износостойкостью.
Естественно, что выполнять литье по такой технологии можно только в производственных условиях и при изготовлении деталей большими сериями, так как в единичном производстве такой метод экономически нецелесообразен.
Оборудование для литья латуни
Можно, наверно, попытаться сразу сплавить в форме из керамики/гипса. Но хочется, всетаки, разобраться, можно ли лить в формы без таких раковин.
В принципе, если перегревать на 100-200 градусов металл и сильно греть форму, то наверное можно и мелочь чисто отливать. Только отливки золотые по цене выйдут ИМХО.
Вообще говоря, литье в домашних условиях – большой геморрой, но если отработать технологию, то дело того стоит.
Подробнее о литье можно прочитать в книге Коваль Е. ‘ Работы по металлу. Пособие для начинающих’.
на сайте Web
Выпуск 21 Ремесла Микролитье
После того как человечество научилось выплавлять металл, стало развиваться литейное искусство. Вероятнее всего, первые отливки были сделаны в Древнем Египте. Но раскопки показали, что и на территории Кавказа уже в третьем тысячелетии до новой эры тоже применялись совершенные методы плавки и литья металла. Литье было наиболее легким видом обработки металла, и люди использовали это. Нужным в обиходе металлическим вещам они придавали художественную форму.
Применяя способ литья по восковым моделям, античные художники добились виртуозной техники микролитья.
На Руси художественным литьем занимались вначале исключительно женщины. Они сплетали из нитей, пропитанных воском, ажурные украшения, похожие на филигрань, и, обмазав глиной, давали просохнуть. Потом форму прокаливали и заливали металлом. Остывшую форму разрушали так, чтобы не портилась отливка. Были формы и постоянные-вырезали их из мягкого камня. В такие формы можно было отливать неоднократно.
Как овладеть технологией микролитья? Главное – тщательно продуманная подготовка и подробные записи о выполняемой работе. Это поможет учесть первые ошибки, а в будущем даст возможность экспериментировать.
Все оборудование для микролитья вы можете сделать сами. Опока – это отрезок трубы с толщиной стенки 2-3 мм. Заготовить нужно несколько опок различного диаметра для моделей разной величины. Но учтите, что самая большая опока должна свободно умещаться в подставке ручной центрифуги.
Центрифуга изготовляется так. В деревянную ручку пропустите металлический стержень толщиной около 5 мм. К стержню неподвижно прикреплена серьга. Ручка должна свободно вращаться на стержне. Подставку для опоки изготовьте из железа. Диаметр ее 7-8 см, высота бортика 2,5-3 см. К бортику приклепайте скобу высотой II-12 см от основания подставки. Вверху скобы приварите или сделайте витое кольцо. Соедините его с серьгой проволочным коромыслом с согнутыми на концах кольцами. Места соединения должны быть прочными и подвижными. Длина коромысла 25-30 см, толщина 4 мм. Чтобы уверенно пользоваться центрифугой, потренируйтесь сначала: поставьте в нее сосуд с водой и вращайте, стараясь не пролить воду.
Наиболее простой аппарат для плавки металла состоит из портативного баллончика с пропаном, бронированного шланга к нему и самодельной горелки.
Отрежьте от железной трубы подходящих размеров втулку для сопла горелки. Затем, прорезав в нескольких местах ножовкой край трубки, ковкой сузьте на конус одну из сторон и опилите. После этого вдоль втулки просверлите и пропилите отверстия. Из латуни выточите пробку и плотно вгоните молотком в сопло. В центре пробки просверлите отверстие и нарежьте резьбу для трубки, которая будет подавать газ в горелку. Трубку подберите с таким расчетом, чтобы в ней можно было нарезать резьбу для капсюля. Капсюль вывинчивают из шланга. Трубку с капсюлем ввинтите в пробку, аккуратно изогните и насадите на другой конец ручку из дерева или эбонита. Бронированный шланг удлините прочным резиновым, способным выдержать давление газа.
Регулируйте подачу газа краном, расположенным на шланге. Зажигайте горелку при минимальной подаче газа, а потом увеличивайте пламя. Горелка развивает температуру до 1000 градусов-ее вполне достаточно, чтобы заниматься художественным микролитьем.
Во время работы с горелкой баллон не должен находиться пядом с пламенем.
Различных сплавов для мелких отливок существует множество. Можно взять, например, такой: 63,7 процента меди, 33,5 процента цинка, 2,55 процента олова, 0,25 процента свинца. Пусть вас испугают десятые и сотые доли процента – не обязательно слишком точно придерживаться этой пропорции.
Материал для модели-воск, для формы-гипс, тальк. Тальк можно заменить порошком пемзы.
Хорошо продумайте, что вы будете отливать, потом приступайте к изготовлению восковой модели. Учтите, что расплавленный металл повторит все огрехи модели, поэтому тщательно отделывайте ее.
К модели прикрепите расплавленным воском металлические литниковые штифты толщиной 1-2 мм. Хороший штифт получается из швейной иглы, если отломать острие. Чаще всего для равномерного и быстрого заполнения формы требуется несколько штифтов-в этом случае они обязательно должны пересекаться в одной точке, где также скрепляются воском.
Впоследствии точка пересечения окажется вне формовочной массы – это видно на рисунке.
Учитывая габариты модели, подберите опоку. Высота опоки определяется с таким расчетом, чтобы расстояние между ее воображаемым дном и моделью составляло 1-1,5 см, а вверху можно было вырезать в формовочной массе литниковую чашу для плавки металла.
Формовочную массу приготовьте из двух частей гипса и одной части талька или пемзового порошка. Хорошо перемешайте состав и засыпайте в воду. Масса должна приобрести консистенцию негустой сметаны.
Поставьте опоку на лист асбеста и заполните формовочной массой. Пока масса не затвердела, возьмите модель за штифт и погрузите в нее, слегка вибрируя, чтобы удалить пузырьки воздуха. Не раньше чем через полчаса скальпелем вырежьте литниковую чашу и плоскогубцами осторожно удалите штифты. Литниковые каналы, оставшиеся после удаления штифтов, должны располагаться в центре литниковой чаши, имея каждый самостоятельный выход.
Поместите опоку в духовку литниковыми каналами вниз и в продолжение двух часов постепенно (иначе пар разорвет форму) повышайте температуру до 350 градусов. После этого положите опоку боковой стороной на газовую плиту, подстелив лист асбеста, и, увеличивая огонь, выжгите оставшийся воск, время от времени поворачивая опоку для равномерного прогрева. Продолжайте нагрев и после того, как выгорит весь воск: отжиг необходим для повышения газопроницаемости формы. Как только стенки опоки станут красными, перенесите ее в ручную центрифугу. В литниковую чашу аккуратно заложите нужное количество металла и начните плавку, подсыпав немного буры. Плавящийся металл не пойдет без давления в узкие литниковые каналы. Но вот металл расплавлен весь, вы начинаете быстро вращать центрифугу, и металл устремляется в форму. Двадцати оборотов центрифуги достаточно, чтобы не только заполнение формы, но и кристаллизация металла произошли под давлением.
Чтобы извлечь отливку из формы, надо горячую опоку подставить под струю воды, направленную в литниковую чашу. Форма разрушится.
Отливку отбелите в пятнадцатипроцентном растворе серной кислоты.
Из мелких фрагментов можно с помощью пайки монтировать более крупные художественные произведения.
Занимаясь микролитьем, не забывайте ни на минуту о технике безопасности. Внимательно прочтите и запомните инструкцию, как обращаться с газовыми баллонами,-такая инструкция есть в каждом обменном пункте баллонов. Приготовляя раствор серной кислоты, помните, что нужно кислоту лить в воду и ни в коем случае не наоборот. Раствор нужно готовить осторожно, не проливая кислоту. Прорезиненный фартук, резиновые перчатки, очки необходимы.
по книге “Прекрасное – своими руками”
составитель С. Газарян
Разработано в студии “Family Group”. Дизайн – Резников Артем
Литье под давлением
Основным способом изготовления мебельной фурнитуры и сувенирной продукции в мастерской «Калежа» является литье металлов под давлением.









Эта технология позволяет получать качественные отливки с помощью специальных пресс-форм. Расплавленная бронза или латунь под высоким давлением заполняет пространство. При остывании материал затвердевает, приобретая необходимые для изделия контуры и размеры.
Метод литья под давлением позволяет выплавлять разнообразные металлические изделия:
- мебельную фурнитуру (петли, ручки и другие декоративные элементы);
- предметы интерьера (элитную сантехнику, фонтаны, осветительные приборы, ажурные полки);
- креативные подарки и сувениры (кубки, медали, статуэтки, церковную утварь).
Продукция мастерской «Калежа», изготовленная этим способом, отличается совершенством форм и эталонным уровнем исполнения.
Технология литья
Как правило, пресс-формы производятся из стали. При этом оформляющая полость должна повторять наружную поверхность отливки с учетом возможного искажения размеров. Пресс-форма также включает в себя выталкиватели и подвижные металлические стержни. С их помощью образуются внутренние полости изделий.
Литье под давлением, как процесс, можно разделить на несколько этапов:
- Специалисты художественно-производственной мастерской «Калежа» создают мастер-модель – прототип будущей фурнитуры или сувенира. В качестве материала используются пластичные воск, гипс или пластилин.
- На основе полученной мастер-модели создается пресс-форма для литья. Как правило, она состоит из двух полуформ – опок. Они позволяют удерживать расплавленный металл при его уплотнении.
- В полость, расположенную внутри формы, под давлением льют бронзу или латунь. Металл остывает и образует отливку.
- После затвердевания форму открывают и снимают подвижные стержни. Отливка удаляется с помощью выталкивателей.
- Из формы достают готовый декоративный предмет.
- Литье под давлением предполагает очистку, шлифовку и полирование. Для создания художественного покрытия могут применяться чернение и гальваника. Для придания изделию золотого блеска, твердости и улучшения коррозионной устойчивости часто используются никелирование или хромирование.
Качественное литье под давлением исключает возможность образования газовых раковин. Благодаря этому структура изделия отличается однородностью и не имеет дефектов.
Преимущества и недостатки
К преимуществам литья металлов под давлением относятся:
- улучшение условий для усадки отливки;
- высокая герметичность изделий;
- глубокий рельеф;
- точное соблюдение размеров;
- широкие художественные возможности;
- минимальная потребность в специальной обработке полученных предметов;
- качественное изготовление небольших тиражей продукции (от 10 до 100 штук);
- оптимальный набор условий для выпуска медалей, значков, мебельной фурнитуры тиражом до 1000 штук.
Среди недостатков, которые имеет литье под давлением, можно выделить:
- долгую подготовку к изготовлению изделий (не менее недели);
- сложность конфигурации отливки;
- высокую стоимость расходных материалов.
Как оформить заказ
Большинство товаров, представленных в каталоге художественно-производственной мастерской «Калежа», созданы с помощью литья под давлением. При этом опытные специалисты не тиражируют ранее изготовленные сувениры и фурнитуру.
Мастерская «Калежа» производит продукцию по индивидуальным проектам, разработанным профессиональными дизайнерами.
Также заказы выполняются по предоставленным эскизам. Заявку можно оформить по номерам телефонов в Москве: 8 (499) 135-01-53 , 8 (499) 135-63-34 , 8 (903) 579-99-54, 8 (499) 135-83-01 или по электронной почте художественно-производственной мастерской «Калежа»: kalezha2@gmail.com.
Адрес и схема проезда указаны в соответствующем разделе.
Оборудование для литья латуни
Улица Кусковская, дом 20А.
Москва, Россия, 111141
Телефоны
+7 495 740-51-70
+7 929 680-27-76
Время работы
Пн – Пт: с 10 00 – 20 00
Сб: с 12 00 – 20 00
Литье металлами
Компания SPRINT3D предлагает своим клиентам литье металлами – производство различных металлических изделий, получаемых путем заливки разогретого до жидкого состояния металла в предварительно подготовленную форму. Металл при этом повторяет ее и сохраняет, формируя изделие. Это сложный, но эффективный способ изготовления оригинальных деталей за относительно короткое время и без больших расходов бюджета.
На данный момент мы готовы предоставить вам:
-
Литье бронзы;Литье латуни; Литье мельхиора; Литье нейзильбера.








Металлы и их сплавы имеют разные свойства и требуют специфического подхода к работе. Поэтому в данных вопросах рекомендуем вам обращаться к нашим специалистам, чтобы получить качественный результат.
Где используется литье металлами и какие особенности процесса вам следует знать
Сегодня активнее всего изделия, полученные по технологии литья по выплавляемым моделям. Заметим, что литье металлами нашло довольно широкое применение в стоматологии и ювелирной отрасли, что говорит о высочайшей точности при изготовлении и качестве.
Плюс ко всему мы готовы изготовить оригинальные подарки, сувениры, статуэтки, эксклюзивные декоративные элементы, награды, декорирующие элементы, сувенирную продукцию, барельефы и прочее. Возможности производства ограничиваются только креативностью и желаниями заказчиков.
Как было сказано выше, в литье могут быть использованы разные металлы. Главное требование для них – текучесть в расплавленном состоянии. Так бронзовое литье и латунное литье являются приоритетными. Но не единственными. Плюс нужно учитывать то, при какой температуре тот или иной металл плавится. Чем ниже температура плавления, тем проще и, соответственно, дешевле весь процесс.

Есть масса металлов, которые можно использовать:
-
Цветные: латунь, медь, бронза, алюминиевые или никелевые сплавы и др. Драгоценные: серебро, золото, платина.
Изготовление изделий методом литья металлом осуществляется поэтапно и обязательно включает в себя следующие шаги:
1. Формирование идеи. Вы можете предоставить нам собственные мысли касательно того, каким должно быть то или иное изделие. Или же просто скажите, что вам нужно, а мы предложим несколько оригинальных вариантов.
2. Создание эскиза и чертежа. Наши специалисты визуализируют идею для понимания, каким будет конечный результат, а также внесения необходимых корректировок, если таковые возникнут.
3. Печать на 3D принтере трехмерной модели, создание мастер-модели. Это прототип изделия, который в дальнейшем и будет растиражирован нужным числом.
4. Разработка форм и восковка. Этапы, предшествующие непосредственно литью. Позволяют получить точную форму для дальнейшего отлива и подготовить ее к использованию.
5. Литье. В форму вливается расплавленный металл или сплав, приобретая нужную форму и остывая.
6. Постобработка. Готовое изделие можно дополнительно обработать: выполнить гальваническое покрытие золотом или серебром, сделать чернение или ручную прочеканку. Все это также готовы выполнить наши специалисты.








Преимущества литья металлами в компании SPRINT3D
Мы с уверенностью можем выделить минимум 4 главных преимущества работы с нами для клиентов:
1. Собственное современное производство. Мы используем высококачественное оборудование, а также сами занимаемся его созданием. Плюс в штате SPRINT3D команда опытных специалистов, занимающихся 3D печатью и литьем уже не первый год.
2. Оперативность выполнения всех заказов. Благодаря тому, что мы выполняем полный цикл производства, не привлекая сторонних специалистов и производственных мощностей, обеспечивается высокая производительность и скорость исполнения даже крупных заказов.
3. Рациональные и полностью оправданные цены на литье бронзы, литье латуни и другие виды литья. Мы следим за рынком и стараемся всегда удерживать конкурентную стоимость.
4. Стандартизированное качество всей продукции. Наши инженеры тщательно следят, чтобы все изделия соответствовали высоким стандартам, исключали наличие брака и каких-либо дефектов. При обнаружении таковых, что крайне маловероятно, мы предоставим вам новые изделия или вернем деньги.
Насколько бы сложное литье металлами вам не понадобилось и какой бы тираж не был нужен, мы готовы взяться за работу в удобное для вас время. Если у вас есть какие-либо собственные наработки (чертежи, мастер-модели или даже обычные идеи), просто предоставьте их нам. Все будет воплощено в жизнь быстро, профессионально и действительно недорого. А если хотите предварительно проконсультироваться, обратитесь к менеджерам SPRINT3D по номеру + 7 (495) 740 51 70 или + 7 (926) 190 51 70.
С примерами готовых работ вы можете ознакомить в галерее фото. Все эти и множество других изделий мы готовы предоставить и вам. Обращайтесь в любое удобное время и пользуйтесь услугами профессионалов в 3D печати и литье металлов.