Оборудование для изготовления тротуарной плитки
Оборудование для производства тротуарной плитки в Москве
- Производство тротуарной плитки
- Оборудование для производства плитки
- Брусчатка тротуарная
- Станок для производства шлакоблоков
- Плитка полимер песчаная
- Черепица песчаная
- Полимерпесчаная черепица
Полимер песчаная продукция

Изделия из полимерпесчаного материала Базовая основа материала – природный песок (65%), каждая песчинка которого защищена полимерной пленкой (доля полимерного связующего – 33%), оставшиеся .
Линия по производству черепицы, тротуарной плитки из сополимеров цена

Продается линия по производству черепицы Современный кровельный материал,обладает рядом преимуществ: не гниет,не ржавеет,небольшой вес в сравнении с бетонными и глиняными аналогами . .
1 000 000 руб./шт.
Вибропресс для производства брусчатки цена Россия

Вибропресс для производства брусчатки цена Россия Вибропресс для изготовления брусчатки тротуарной купить в России Компания Вибропресс-Строй – завод по производству строительного оборудования. .
В наличии / Опт и розница
Вибропресс гидравлический для плитки тротуарной цена Россия

Вибропресс гидравлический для плитки тротуарной цена Россия Вибропресс для производства тротуарной плитки купить в России Компания Вибропресс-Строй – завод по производству строительного оборудования. .
В наличии / Опт и розница
Вибропресс гидравлический для плитки тротуарной цена Россия

Вибропресс гидравлический для плитки тротуарной цена Россия Вибропресс для производства тротуарной плитки купить в России Компания Вибропресс-Строй – завод по производству строительного оборудования. .
В наличии / Опт и розница
Оборудование для производства тротуарной плитки Россия купить

Оборудование для производства тротуарной плитки Россия купить Оборудование для изготовления прессованной тротуарной плитки цена Россия Компания Вибропресс-Строй – завод по производству строительного .
В наличии / Опт и розница
Вибропресс для тротуарной плитки купить в России

Вибропресс для тротуарной плитки купить в России Пресс для производства тротуарной плитки цена Россия Компания Вибропресс-Строй – завод по производству строительного оборудования. Производим .
В наличии / Опт и розница
Теплокамера для ускоренного производства тротуарной плитки, брусчатки

Юрты Алтая | Доставка в Москву
Для ускорения твердения тротуарной плитки, брусчатки с минимальными финансовыми и временными затратами предлагаем простое решение – теплокамеру ФлексиХит от производителя. Уложенные на поддон .
Автоматическая линия по производству брусчатки, тротуарной плитки, строительных блоков QT5-15

Автоматическая линия по производству брусчатки, тротуарной плитки, строительных блоков QT5-15 Состояние: новая Страна производства: Китай Технические характеристики: Габариты главного .
Форма для изготовления водостока Водосток (0,5 м)

ФормаДон | Доставка в Москву
Классическая пластиковая форма для отечественного рынка.Форма изготовлена из качественного полипропилена. Формы изготовлены из высококачественных материалов, благодаря чему, они обладают высокой .
В наличии / Опт и розница
Автоматическая линия по производству брусчатки, тротуарной плитки, строительных блоков QT12-15

Автоматическая линия по производству брусчатки, тротуарной плитки, строительных блоков QT12-15 Состояние: новая Страна производства: Китай Технические характеристики: Габариты главного .
Машина по производству строительных блоков с ручным управлением QT4-26

Машина по производству строительных блоков с ручным управлением QT4-26 Состояние: новая Страна производства: Китай Технические характеристики: Габариты главного оборудования: 1850х1880х2240 .
Автоматическая линия по производству брусчатки, тротуарной плитки, строительных блоков QT9-15

Автоматическая линия по производству брусчатки, тротуарной плитки, строительных блоков QT9-15 Состояние: новая Страна производства: Китай Технические характеристики: Габариты главного .
Автоматическая линия по производству брусчатки, тротуарной плитки, строительных блоков QT4-15C

Автоматическая линия по производству брусчатки, тротуарной плитки, строительных блоков QT4-15C Состояние: новая Страна производства: Китай Технические характеристики: Габариты главного .
Автоматическая линия по производству брусчатки, тротуарной плитки, строительных блоков QT6-15B

Автоматическая линия по производству брусчатки, тротуарной плитки, строительных блоков QT6-15B Состояние: новая Страна производства: Китай Технические характеристики: Габариты главного .
Машина по производству брусчатки, тротуарной плитки, строительных блоков QT4-30

Машина по производству брусчатки, тротуарной плитки, строительных блоков QT4-30 Состояние: новая Страна производства: Китай Технические характеристики: Габариты главного оборудования: .
Оборудование для производства резиновой плитки ARFC и других покрытий

 “АЛЬФА-СПК” ООО | Доставка в Москву
“АЛЬФА-СПК” ООО | Доставка в Москву
Компания «АЛЬФА-СПК» вот уже более 10 лет производит оборудование для производства резиновых напольных покрытий. На нашем оборудовании вы с легкостью сможете изготавливать все виды резиновой .
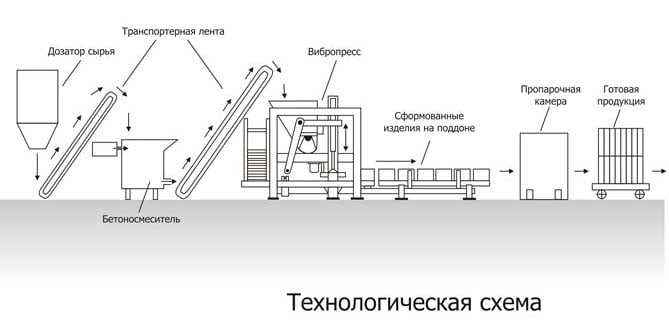
Обзор оборудования для изготовления тротуарной плитки
Вид оборудования для производства тротуарной плитки определяется требованиями к готовой продукции. В первую очередь это зависит от целей её применения. Будь то оформление приусадебных территорий, изготовление автомобильных дорог или благоустройство общественных мест, внешний вид и эксплуатационные свойства будут отличаться.

1. Вибрационное литье – заливка густой бетонной смеси в форму из пластика, которая установлена на вибрирующей плите. После завершения уплотнения материала изделие выдерживают некоторое время для набора прочности, после чего его извлекают из формы и сушат при положительной температуре воздуха.
2. Полусухое вибропрессование. Бетон подаётся в матрицы, формование осуществляется пуансоном от гидропривода. Особенность процесса состоит в меньшем количестве воды в растворе по сравнению с методом вибролитья. Это повышает прочность, так как позволяет применять оптимальное для получения бетона соотношение воды и цемента.
Используемая смесь является сухой, а её текучесть для заполнения пресс-формы обеспечивается созданием дополнительных вибраций матрицы и пуансона при уплотнении. При достижении определённого давления процесс изготовления прессованной плитки завершается. Она извлекается из формы и помещается на поддон. Для обоих способов производства раствор состоит из небольшого количества воды, цемента марки 500, щебня фракции 5-15 мм, песка с зерном не более 2 мм, пластификаторов, пигментов.
3. Метод полусухого прессования. Заключается в сжатии состава влажностью 8-10 % высоким давлением.
Вибростолы для производства тротуарной плитки
При методе вибролитья необходим набор оборудования:
- Формовочный вибростол.
- Бетоносмеситель.
- Пластиковые формы.
- Ёмкость для горячей воды.
- Вибростол расформовочный.
Процесс изготовления достаточно прост и может быть освоен в течение тридцати минут. Формы размещают на столе. Заливают их рабочей смесью, полученной в бетоносмесителе, и включают вибратор для её уплотнения и удаления воздуха на несколько минут. Ванна для горячей воды и расформовочный вибростол служат для выемки набравшей прочность тротуарной плитки.
Вибростол типовой конструкции имеет такое оснащение:
- Прочная станина.
- Столешница.
- Вибратор.
Вибрационный стол для тротуарной плитки и брусчатки модели ВРС-01 состоит из узлов:
- Станины, выполненной из профилированной стальной трубы с помощью сварки.
- Столешницы, установленной на её пружинных опорах.
- Двух вибромоторов, обеспечивающих колебания стола станка.
Технические характеристики ВРС-01:
| Параметр | Размеры столешницы, м | Грузоподъёмность, кг | Частота колебаний, Гц | Амплитуда колебаний, мм | Потребляемая мощность, кВт |
| Значение | 1,1х1,3 | 25-180 | 50 | 0,4 | 1,0 |
Небольшие габаритные размеры станка позволяют использовать его практически в любом помещении. Имеет относительно низкую цену (36 000 рублей), прост в обслуживании, улучшает качество плитки.

Технические характеристики стола ВСУ:
| Параметр | Размеры столешницы, м | Грузоподъёмность, кг | Частота колебаний, Гц | Потребляемая мощность, кВт |
| Значение | 1,0х1,1 | 110 | 46 | 0,5 |
Снабжен стандартным площадочным вибратором ВИ-99 и имеет более низкую цену – 22000 рублей.
Плитку, полученную методом вибролитья, отличает гладкая поверхность и небольшая цена. К недостаткам относят изнашиваемость и растрескивание под воздействием температурных колебаний. Отметим низкую точность геометрии готовых изделий и повышенный расход цемента, что увеличивает затраты. В целях экономии можно собрать вибростол своими руками по инструкции.

Станки для производства вибропрессованием
Способ предполагает использование полусухой бетонной смеси и практически полную автоматизацию процесса. Для тротуарной плитки изготовитель оборудования рекомендует компактный УЛЬТРА 2.0.
- Рама вибропресса с двумя направляющими и траверсой.
- Гидравлическая станция.
- Загрузочный бункер станка с гидравлическим шибером.
- Пресс-форма.
- Модуль подачи поддонов, конвейер.
- Загрузочное устройство бетона.
- Вибростол (особенность конструкции: дебалансы погружены в масляную емкость).
- Рольганг перемещения поддонов с готовой продукцией.
- Стеллаж.
- Пульт управления.
- Поддоны.

Процесс практически полностью автоматизирован. С этой целью имеются модули подачи гидроприводом поддонов и готовой смеси в матрицу. Пресс-форма сменной конструкции позволяет выполнять быструю переналадку оборудования на выпуск других типоразмеров изделий. Поддоны (из фанеры) предназначены для удаления отформованных плиток из зоны прессования в процессе производства и дальнейшего хранения в течение двух суток при плюсовой температуре (15-45°C) для набора транспортировочной прочности.
Технические характеристики УЛЬТРА 2.0:
- Объём производства – 600 штук тротуарной плитки (100х200 мм) в час.
- Размер формовочного стола – 400х600 мм.
- Высота рабочей зоны – от 50 до 215 мм.
- Цикл формования – от 40 до 60 секунд.
- Мощность – 4 кВт.
- Частота вибраций – от 50 до 85 Гц.
- Давление прессования – от 100 до 140 кгс/см2.
- Объём бункера – 0,4 м3.
- Габаритные размеры: высота – 2 м, длина – 5,8, ширина – 1,3.
- Вес 1750 кг.

Последовательность работы оборудования:
- Загрузка десяти поддонов в приёмный магазин.
- Бункер заполняется готовым раствором в объёме до 0,4 м3.
- В зону прессовки конвейером подается поддон.
- Матрица наполняется рабочей смесью из бункера с помощью загрузочного ящика с ворошителем.
- Опускается пуансон и происходит прессование с вибрацией пресс-формы.
- Готовые изделия на поддоне подаются на рольганг и далее на стеллаж.
- Цикл повторяется.
Данный станок работает в полуавтоматическом режиме, что позволяет выполнять изготовление больших объёмов тротуарной плитки с лучшим качеством, чем у вибролитых аналогов. Производители гарантируют прочность марки М200 и морозостойкость до 300 циклов, отличную геометрию и шероховатую поверхность. Плюс – снижение расхода цемента.
Минусом является необходимость приобретения новой оснастки (пресс-формы) и переналадки вибропресса под другую геометрию изделий, достаточно высокая стоимость (около 700 000 рублей). В комплект поставки входит только одна матрица по выбору покупателя.
Можно воспользоваться предложением изготовителя и купить вариант в минимальной комплектации: без бункера и устройств загрузки матрицы смесью и подачи поддонов. Такое оснащение вибропресса УЛЬТРА мини обойдётся в два раза дешевле и предполагает ручной режим.

Станок для сухого прессования
В более дешёвых вариантах предлагается отказаться от вибрации пресс-формы. К ним относится, например, Лего Универсал – 300. Раствор загружают в бункер, с помощью ручного дозатора подают в матрицу и производят гидравлическую прессовку. Готовую плитку снимают руками.
- Часовая производительность – до 300 шт.
- Давление, развиваемое прессом – 160 кгс/см2.
- Объём бункера станка – 30 л.
- Потребляемая мощность – 4 кВт.
Цена 185000 рублей, в неё не входит стоимость матрицы, которая приобретается отдельно и находится в пределах от 7000 до 15000 в зависимости от формы плитки.
Минус – необходимость тщательного подбора сырья. Например, для брусчатки требуются компоненты мелкой фракции, обладающие пластичностью (тонкомолотая глина, доломитовая мука, песок). Рекомендуемые составы: тщательно перемешанная смесь цемента, песка, а также различные отсевы. Полученное изделие имеет градиент плотности по толщине (максимальное уплотнение наблюдается со стороны воздействия пуансона) и не является устойчивым к изменению температуры и влажности. Применение ограничено главным образом регионами с сухим и тёплым климатом.
Лучшими по прочности и долговечности будут тротуарные плитки, полученные на оборудовании для вибропрессования. В то же время наибольший сегмент рынка (по оценкам, около 90 %) занимают менее надёжные, но привлекательные по цене литые варианты.
Производство тротуарной плитки в домашних условиях
Основные преимущества плитки
Тротуарная плитка является одним из лучших вариантов для оформления садово-парковых дорожек, мест отдыха, детских площадок. Брусчатка нетоксична, прочна и долговечна, при деформации некоторых элементов возможна замена.
Многообразие форм, размеров и цветов позволяет обыгрывать любой ландшафтный дизайн.
Еще одним преимуществом тротуарной плитки является несложный производственный процесс, выполнить который можно и самостоятельно в домашних условиях. Для этого не нужны специальные знания и навыки, материал доступен, а необходимый инструмент есть в хозяйстве любого дачника.
Изготовление плитки своими руками позволит значительно снизить расходы на обустройство приусадебной территории.
 Изготовление плитки своими руками позволит значительно снизить расходы
Изготовление плитки своими руками позволит значительно снизить расходы
Единственным недостатком является затраты времени, для завершения полного цикла производства понадобится один месяц. Плита долго сохнет и набирает прочности.
Технология самостоятельного изготовления достаточно увлекательна и впоследствии можно рассмотреть производство тротуарной плитки как бизнес. Составляя план будущего предприятия, необходимо предусмотреть удобное и просторное крытое помещение для сушки и хранения изделий, приобрести вибрационное устройство, формы, а также продумать каналы сбыта продукции.
Без наличия постоянных покупателей производство не будет иметь никакого смысла, поэтому необходимо заранее наладить связь со строительными магазинами или продумать организацию собственной точки продажи тротуарной плитки.
Необходимые материалы
В технологический план изготовления плитки своими руками в домашних условиях предусматривает использование простых и доступных материалов:
- цемент – необходима марка не ниже М500;
- песок – можно использовать карьерный или очищенный речной;
- вода – водопроводная, скважинная или речная, пропущенная через грубый фильтр;
- колер – строительные красители как жидкие, так и сухие;
смазка для форм.
 Пластификаторы и гидроизоляторы предотвращают попадание влаги внутрь плиты, которая разрушает ее структуру.
Пластификаторы и гидроизоляторы предотвращают попадание влаги внутрь плиты, которая разрушает ее структуру.
Это основной состав, и именно он является эталонным, различные добавки, в том числе и колер, могут влиять на качество готовых изделий. Но есть группа веществ, которые, наоборот, могут улучшить характеристики. К ним относятся гидроизоляторы, пластификаторы и гидрофобизаторы. Эти компоненты предотвращают попадание влаги внутрь плиты, которая разрушает ее структуру.
Пластификаторы и гидроизоляторы добавляются в бетонную смесь в процессе замеса, а гидрофобизаторы используют для обработки готовых изделий.
Производственное оборудование
Если составляется план производства тротуарной брусчатки, то основной статьей капитальных вложений будет приобретение оборудования. При изготовлении материала своими руками в домашних условиях можно обойтись и без дорогостоящего оборудования, а по возможности сделать его самостоятельно.
 Схема вибростола своими руками — чертеж
Схема вибростола своими руками — чертеж
Речь идет о виброустановке. Она необходима для выполнения процесса уплотнения бетонной смеси. С помощью вибраций из цементной массы удаляются пузырьки воздуха, и происходит более равномерное ее распределение по форме.
При небольших объемах производства будет достаточно одного или двух вибростолов, в зависимости от размеров столешницы на ней могут одновременно размещаться до 10 плит. Вибрационное устройство можно купить или сделать своими руками в домашних условиях, в последнем случае финансовый план производства сократится на несколько десятков тысяч рублей.
 Схема амортизации стола
Схема амортизации стола
В зависимости от мощности двигателя и размеров виброустановка может стоить от 20 до 70 тысяч рублей, производительность при этом составит 50 – 70 м2 в сутки.
Для замеса цементной массы понадобится еще одно механическое устройство – бетономешалка. Лучше приобретать агрегат, который приводится в действие механическим, а не гравитационным способом. В зависимости от количества одновременно заливаемых форм нужно выбрать объем бетоносмесителя.
Не рекомендуется оставлять готовую массу на долгое время, может начаться процесс затвердевания дальнейшее формование станет затруднительным. Стоить устройство для смешивания компонентов бетонной смеси будет от 15 до 40 тысяч рублей.
В процессе работы будут необходимы подборочные лопаты, ведра, шпателя, резиновые перчатки.
Формы для плитки
Разрабатывая финансовый план изготовления тротуарной плитки, необходимо продумать какую форму будут иметь готовые изделия. На сегодняшний момент в продаже существует большое разнообразие форм и размеров тротуарной плитки.
Чем разнообразнее ассортимент, тем будет лучше для бизнеса. Однако следует учитывать, что наибольшей популярностью пользуется прямоугольная или квадратная плитка за счет простоты укладки. Возможно, начать производство следует именно с плитки таких форм, это практически беспроигрышный вариант.
А в дальнейшем следует расширить ассортимент и разнообразить цветовую палитру тротуарной брусчатки.
Материалы, используемые для форм, могут быть разнообразными, наиболее распространены:
- металл;
- дерево;
- силикон;
- пластик.
Металлические наиболее долговечные, деревянные, скорее всего, подойдут для небольшого объема производства, поскольку достаточно быстро поглощают влагу и набухают, что делает процесс выемки готовых изделий затруднительным. Силикон и пластик используются для более сложных геометрических форм с рисунком.
 Формы и размеры тротуарных плит
Формы и размеры тротуарных плит
План производства должен предусматривать периодическое обновление форм, поскольку силиконовые и пластиковые рассчитаны на 50 – 100 циклов залива цементной массы.
Процесс производства плитки своими руками
Технология производства одинакова как для промышленных масштабов, так и для выполнения работ своими руками. Для начала следует позаботиться о необходимом сырье, сухие компоненты должны правильно храниться в крытых, хорошо вентилируемых помещениях.
Песок нужно просеять, так будут удалены посторонние частицы, комки, глина. Если используется речная вода, то ее также необходимо попустить через фильтр.
Следующим этапом будет подготовка форм, их нужно очистить от следов предыдущего использования – промыть, высушить и смазать маслом. Это необходимо чтобы готовая плитка легко отделялась от стенок.
Технология производства тротуарной плитки
Смазывать можно машинным маслом, его нужно разбавить водой, поскольку слишком жирная поверхность может испортить качество плитки, она будет иметь раковины и пустые полости. Разводить масло нужно в следующей пропорции: на 50 грамм машинного масла расходуется 1,5 литра воды, эту смесь нужно тщательно перемешать.
Если план производства предусматривает наличие в составе пластификатора, его также необходимо подготовить заранее. Его количество не должно превышать 0,5% от общего количества бетонной массы. В противном случае можно не только не добиться улучшенных характеристик, но и испортить всю партию плитки.
Пластификатор используют в пропорции: на 40 литров воды 200 грамм. Сначала нужно развести сухую смесь в одном литре горячей воды, затем добавить оставшуюся часть жидкости и хорошо размешать.
 Подготовка красителя также должна осуществляться перед замесом бетонной массы
Подготовка красителя также должна осуществляться перед замесом бетонной массы
Подготовка красителя также должна осуществляться перед замесом бетонной массы. Колер продается в сухом или жидком виде, его смешивают с водой в пропорции: 800 граммов пигмента на 3 литра теплой (40 – 50оС) жидкости.
Этот компонент является достаточно дорогим, но не стоит снижать пропорции, поскольку плитка может получиться слишком бледная, и иметь эффект выгоревшей краски. Такую партию будет трудно реализовать.
Если план производства плитки предусматривает ее изготовление своими руками в домашних условиях, что подразумевает экономию денежных средств, то лучше использовать технологию двухслойной заливки. Вначале форма наполняется смесью, содержащей пигмент, затем неокрашенной массой.
При этом важно чтобы временной интервал между заливками не превышал 20 минут. Такая плитка получится даже лучшего качества, будет более прочной.
Следующим этапом технология предусматривает приготовление цементного раствора. Вначале бетоносмесительное устройство смачивается водой. Это позволит более качественно смешать компоненты и предотвратит засорение бетономешалки растворным налетом.
Для тротуарной плитки необходимо три ведра цемента, два ведра воды, включая растворенный пигмент и пластификаторы и девять ведер песка. Консистенция массы должна быть как мокрая земля. Не стоит удивляться и бояться этого, когда раствор будет помещен в формы и виброустановку, воздух удалится, а масса станет выглядеть жидкой.
Излишняя влага испортит плитку, сделав ее более хрупкой. Хорошо вымешав бетон, до красивой, однородной массы, можно приступать к заполнению форм.
 Готовая бетонная смесь имеет удобоукладываемость ОК = 3-4 см. Поэтому для ее уплотнения используют кратковременную виброобработку.
Готовая бетонная смесь имеет удобоукладываемость ОК = 3-4 см. Поэтому для ее уплотнения используют кратковременную виброобработку.
На следующем этапе в изготовление плитки своими руками включается вибрационное устройство. Формы размещаются на поверхности стола, не следует сильно перегружать его, поскольку излишняя масса снизит вибрационные колебания, а для завершения этапа понадобится больше времени.
Этот процесс длится не более 5 минут. О готовности можно судить после появления на поверхности бетона белой пленки. По истечении отведенного времени формы удаляются с вибростола и их нужно поместить на сутки в помещение, защищенное от прямых солнечных лучей.
Затем готовые плитки извлекаются из форм и складываются в небольшие стопки. Для полного высыхания и затвердевания должно пройти от 5 – до 20 дней. После этого можно готовить тротуарную плитку к реализации.
Для чего необходим геотекстиль
Если план производства тротуарной плитки своими руками включает и собственную торговую сеть, то целесообразно дополнить ассортимент сопутствующими товарами, к ним можно отнести:
- песок;
- гравий;
- цемент;
- геотекстиль.
Эти материалы необходимы чтобы изготовить основу-подушку для кладки плитки. В подготовленную почву в месте будущей дорожки засыпают вначале гравий, сверху десятисантиметровый слой песка, на него укладывается геотекстиль.
 Геотекстиль препятствует прорастанию травы и сорняков
Геотекстиль препятствует прорастанию травы и сорняков
Это строительный материал, который визуально напоминает ткань, однако, при его производстве используют волокна полиэфира или полипропилена. Геотекстиль обладает высокими техническими характеристиками – он прочный, не подвержен гниению, стойкий к различного рода химическим воздействиям.
Геотекстиль препятствует прорастанию травы и сорняков, благодаря этому дорожка будет иметь ухоженный вид. Также он прочный, не деформируется и способен поддерживать нужную форму. Именно поэтому геотекстиль кладут на слой утрамбованного песка.
Очень важным моментом при кладке тротуарной плитки является ее максимальная изоляция от лишней влаги. Если наружная поверхность высыхает после дождя на солнце или ветру, а также может быть обработана гидрофобизатором, то снизу от чрезмерной влаги ее будет защищать геотекстиль.
Он не пропускает влагу и не накапливает ее в себе. В случае когда планируется высокая нагрузка на тротуарную плитку, геотекстиль является необходимым компонентом подушки, поскольку способен выдерживать большое давление, слой песка под ним останется в неизменной форме.
Видео: Применение геотекстиля при укладке тротуарной плитки
Как изготовить тротуарную плитку высокого качества в домашних условиях
Изготовление тротуарной плитки в домашних условиях – это не только экономия средств, но и возможность организации мини-производства с рентабельностью более 100%. Прочтите статью, и вы узнаете: как открыть домашний цех по изготовлению плитки уникальных расцветок, какое оборудование и материалы необходимы в производстве.
Содержание:
- Помещение и оборудование для производства
- Формы и материалы для плитки
- Технология
- Рецептура расцветок натурального камня
Технология, о которой рассказано далее – это методика производства искусственного мрамора, и других имитаций натурального камня, подходящая для изготовления:
- тротуарной плитки, брусчатки;
- облицовочной плитки, панелей;
- изделий садово-парковой архитектуры;
- еврозабора;
- лестниц и балясин;
- бордюра и водоотвода.
Организация домашнего цеха потребует незначительных затрат. При покупке полного комплекта оборудования на вторичном рынке ориентировочные затраты составят 30000 рублей. Плитка, изготовленная своими руками, будет дешевле покупной в два раза.

Помещение и оборудование для производства
Для изготовления тротуарной плитки в домашних условиях необходимо:
- помещение от 12м2;
- бетономешалка;
- вибростол;
- вспомогательный инструмент;
- формы;
- расходные материалы.
В качестве помещения подойдет гараж, сарай, любая постройка со стенами и крышей. Важно, чтобы помещение было оборудовано качественной проводкой для подключения электроприборов. В помещении вдоль стен нужно сделать надежные стеллажи для сушки готовых изделий. Рекомендуемая площадь стеллажей – 20 м2.
Для производства понадобятся два основных агрегата – это бетономешалка и вибростол. Бетономешалка подойдет как принудительного типа, так и обычная груша. Обычно в домашнем производстве используются бытовые бетономешалки, работающие от сети 220 вольт. Рекомендуемый объем мешалки – от 180 литров. Бетономешалка принудительного типа подойдет только с низкой частотой вращения вала: от 16 до 24 оборотов в минуту.

Вибростол подойдет абсолютно любой. Основная функция вибростола – это утряска раствора в форме. Его стоимость на вторичном рынке начинается от 5000 рублей. При наличии сварочного оборудования можно изготовить вибростол самостоятельно. Для этого нужен уголок или труба, лист металла, пружины, электродвигатель.
Электродвигатели можно применять как специализированные, которые сделаны для виброоборудования, так и бытовые, применяемые для заточки ножей. Главное, чтобы число оборотов двигателя было от 1800 до 3000 в минуту.
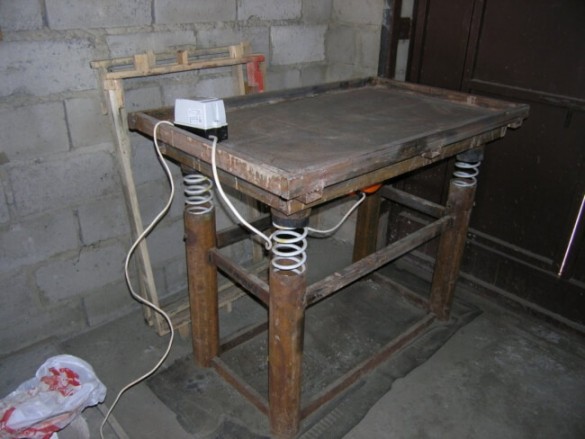
В качестве вспомогательного оборудования будут нужны: лопаты, кельма, ведра, корыто, емкость для воды и пластификатора, весы большие и малые, строительный фен. Для сушки плитки будет необходима целлофановая пленка площадью 6 – 10 м2.
Формы и материалы для плитки
Плитка отливается в пластиковые формы, которые можно купить как б/у, так и новые. Стоимость новых форм начинается от 400 рублей за кв. метр. Б/у формы можно приобрести по цене от 70 рублей за кв. метр. Для производства тротуарной плитки своими руками достаточно купить 20 м2 форм.

При покупке форм нужно знать, что самые практичные формы – это изделия их ПВХ. Они выдерживают до 150 отливок. Также, можно использовать формы из АБС-пластика. Они дают более гладкую поверхность, но их ресурс ограничен 50 – 70 использованиями.
При покупке форм нужно учесть, где будет лежать плитка. Если она будет уложена в виде садовой дорожки, то подойдет толщина 30 или 50 мм. В случае если плитка будет уложена перед гаражом, то стоит купить формы для плитки толщиной не менее 70 мм.

В изготовлении плитки понадобиться:
- песок строительный;
- щебень фракции 5 – 20;
- цемент М – 400 или М – 500;
- пластификатор для бетона;
- железооксидный краситель (белый, красный, зеленый, желтый, черный).
Все эти материалы имеются в свободной продаже.

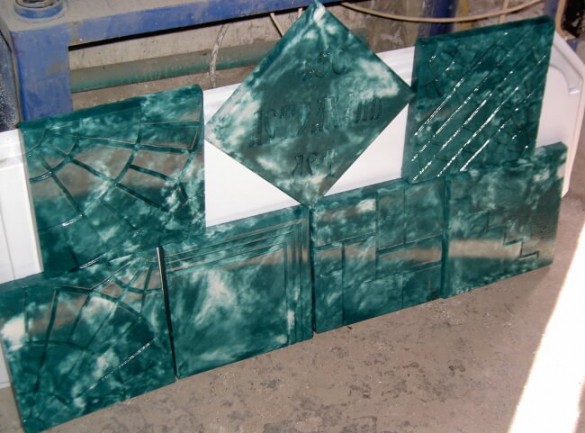
Технология, от раствора до сушки
Искусственный мрамор или камень – это громкое название. На самом деле просто смешиваются два бетонных раствора окрашенные в разные цвета и заливаются в форму. Причудливый узор, напоминающий срез натурального камня получается под воздействием вибрации.
Начинается производство с замеса бетонной смеси. В бетоносмеситель помещаются компоненты из расчета:
- 1 часть цемента;
- 2 части песка;
- 1,5 части щебня.
Компоненты нужно взвешивать и пропорции составлять от веса, а нет от объема. Все компоненты размешиваются в бетономешалке без добавления воды в течение 10 минут. После размешивания на сухую от смеси нужно отобрать 10% от общей массы в отдельную емкость.

Далее, в бетономешалку насыпается белый краситель (диоксид титана) и раствор мешается на сухую еще в течение 5 – 7 минут. Белый цвет добавляется из расчета 3% от общей массы смеси.
Важно! Белый цвет сложный для окрашивания и он добавляется в пропорции 3% от массы раствора. Все остальные цвета железооксидных красителей добавляются из расчета 5% от массы цемента.
В емкость с отобранной смесью добавляется черный краситель из расчета 5%, но уже от массы цемента. К примеру, если в общем растворе использовано 50 кг. цемента, то в отборе будет всего 5 кг. 5% от 5 килограммов цемента – это 250 грамм. Следовательно, в отбор добавляется 250 грамм черного красителя.

Пока белый раствор перемешивается в бетономешалке, черный следует перемешать в отдельной емкости вручную. Для этого можно использовать кельму. Когда растворы перемешаны, необходимо добавлять воду затворения.
Вода затворения готовится одновременно с раствором. Для ее приготовления нужен пластификатор. Нужное количество воды рассчитывается по специальному коэффициенту, который составляет значение 0.33. К примеру, если в замесе присутствует 50 килограмм цемента, то эти килограммы нужно умножить на коэффициент 0.33. 50*0.33=16.5 литров. В такой раствор нужно 16.5 литров воды. Далее в воду надо добавить пластификатор для бетона из расчета 1% от веса цемента. На данный замес необходимо 500 грамм пластификатора. Пластификатор нужно размешать до полного растворения.
После приготовления воды затворения от нее отбирается 10%, и меньшая часть идет в емкость с черной краской, а большая в бетономешалку. Если рассмотреть на предыдущем примере, то в бетономешалку нужно налить 14.8 литров воды затворения, в отбор 1.65 литра. Раствор с водой затворения нужно перемешивать в бетономешалке в течение 15 минут. Одновременно с этим нужно размешать вручную черный раствор.
Важно! Готовый раствор не должен растекаться. Излишек воды приведет к высокому количеству брака.

После перемешивания в бетономешалку с белым раствором точечно и небольшими порциями выкладывается черный раствор. Далее бетономешалка включается и делается три оборота лопастей. Это необходимо для получения равномерно окрашенного раствора со структурой натурального мрамора.

После того, как раствор готов его нужно укладывать в формы. Требования к формам одно – они должны быть чистыми и сухими. Смазка форм не требуется, так как пластификатор не дает раствору прилипать к стенкам.

Готовый раствор аккуратно укладывается в формы. Брать раствор нужно кельмой и при укладке в форму переворачивать его, чтобы раствор лег на поверхность нетронутой стороной. Это придаст красивую структуру цвета изделию.
Далее, формы с раствором помещаются на включенный вибростол. Эту операцию можно проводить по принципу конвейера: пока одна форма вибрирует на столе, можно наполнять другую. При утряске форм смесь будет оседать и нужно заполнять раствором пустой объем. Главное, не допускать воздействия вибрации на одну плитку более 45 секунд. Это может вызвать смешивание цветов и прилипание раствора к форме.

Формы с готовой плиткой нужно укладывать на стеллажи или рядами на ровную площадку, используя в качестве прослойки листы фанеры. Плитку при сушке нужно обязательно накрывать целлофановой пленкой и ни в коем случае не допускать воздействие ветра или прямых солнечных лучей. Сушка проводится трое суток. В холодную погоду сушку рекомендуется продлить до 5 суток.

После сушки готовую плитку следует извлечь из форм. При использовании пластификатора плитка выходит без проблем. Если выемка плитки затруднительна, то можно прогреть форму строительным феном. Форма расшириться и плитка легко выйдет.
Рецептура расцветок натурального камня
Данная технология позволяет имитировать расцветки нескольких пород натурального камня.
Черный мрамор изготавливается, так же как и белый, но только в большой объем добавляется черный краситель в пропорции 5% от массы цемента, а в малый объем белый краситель в пропорции 3% от массы раствора.
Имитация красного гранита делается путем добавления в основной цвет красного красителя, а в дополнительный черного. Соотношение цветов 8 к 2. Красная и черная краска добавляется в пропорциях 5% от массы цемента. При смешивании цветов рекомендуется сделать 5 оборотов бетономешалки.

Сланец изготовляется из основного желтого и дополнительного белого цвета. Пропорции окрашенных частей составляют 8 к 2. Также можно изготовить имитацию малахита путем соединения основного зеленого и дополнительного белого. Пропорции малахита 9 к 1. Число оборотов бетономешалки при смешивании – 2.

Полет фантазии здесь не ограничен и помимо представленных рецептур, можно придумать уникальные цветовые гаммы, состоящие из двух и более цветов. Количество оборотов при смешивании может варьироваться от 2 до 7. Большое количество оборотом сделает разводы цвета более размытыми.
Производство тротуарной плитки

Тротуарная плитка появилась у нас в стране совсем недавно – в 90-е годы – и представляла из себя яркую противоположность тем материалам, которые использовались на тот момент поэтому она очень быстро завоевала строительный рынок и стала очень популярной, вследствие чего бизнес по производству тротуарной плитки и на сегодняшний день является очень актуальным. Главными достоинствами, благодаря которым объясняется популярность тротуарной плитки, это легкость её укладки, изысканный вид и долговечность.
Здесь вы рассмотрим всё, что связано с её производством: оборудование (вибростол, станок, вибропресс), формы, технологию изготовления.
Бизнес-план
Мы здесь пункты резюме, анализ рынка и организационный план производства тротуарной плитки рассматривать не будем, т.к. во всех бизнес-планах они практически идентичные, а рассмотрим только самую основную информацию с ценами, которая поможет вам в составлении своего бизнес-плана, ведь он у каждой компании разный.
Если вы не знаете как его составить, то можете скачать шаблон бизнес-плана, который является исходником для любого примера.
Необходимое оборудование
В данном деле вам потребуется следующее минимальное оборудование для производства тротуарной плитки:
- Бетоносмеситель;
- Заливочный вибростол;
- Распалубочный вибростол с набором рамок для разбивки;
- Формы для производства тротуарной плитки.
Стоимость такого минимального набора станков составит 100-500 тыс. рублей. Если же вы любите удобство и скорость, то тогда будет лучше приобрести стационарный вибропресс для производства тротуарной плитки – линия автоматизированная и полуавтомат для производства плиток и подобных бетонных изделий, но она стоит от 1,5 млн. рублей.

Вибропресс для производства тротуарной плитки и прочих бетонных изделий / Цена линии 1,5 млн. рублей
Стоит сразу отметить, что данные станки и линии являются не специализированными, т.е. на них можно изготавливать не только тротуарную плитку, но и другие подобные изделия: различные блоки, кирпичи, бордюры. Единственное, что необходимо для этого – формы для изготовления. Всё это является огромным преимуществом данного бизнеса.
В дополнение еще потребуется трансформатор, тележка гидравлическая, погрузчик (на тот случай, если вы решите перекладывать готовую смесь не руками), лопаты, мастерки, тачки и тому подобные мелочи.
Формы для производства тротуарной плитки
Мало иметь только оборудование, ведь одним из ключевых составляющих являются формы для производства тротуарной плитки. Они являются основными расходными материалом. Выглядят они так:

Стоят они недорого – от 20 до 100 рублей за штуку. Цена зависит от сложности их исполнения и потраченного на них материала. Изготавливаются они из пластика.
Технология изготовления
Сам процесс довольно простой и не требует каких-то особых навыков. Вся технология производства тротуарной плитки и весь процесс выглядит так (см. видео):
Рецептура смеси бетона
- Фактурный слой. Он обеспечивает основные качественные показатели плитки. Состав одного м.куб. готовой смеси бетона: цемент – 500 кг, щебень с песком (2:1), пластифицирующие добавки – расход в зависимости от используемой добавки, краситель – 7,5-12 кг.
- Основной слой. Задает тротуарной плитке желаемую вами толщину и является основным носителем прочности. Состав одного м.куб. готового бетона: цемент – 250 кг, щебень с песком (1:1), пластифицирующие добавки – расход, в зависимости от используемой добавки, краситель – отсутствует.
Процесс изготовления
Рассмотрим технологию с использованием обычного оборудования:
- Нужно в меньшем бетоносмесителе приготовить бетон с пигментом (см. пункт “Приготовление пигмента”), а в более большем бетоносмесителе без пигмента.
- Плотно друг к другу раскладываем формы тротуарных плиток на вибростоле.
- Слоем в 1-2 см. необходимо разложить (покрывая максимально дно формы) цветной бетон. При изготовлении обычной серой тротуарной плитки краситель не требуется.
- Далее нужно включить вибратор на 5-10 секунд. За это время бетон покроет дно равномерным слоем. Колебания столешницы вибростола должны быть умеренными.
- Бетон без пигмента добавить в формы до их краев. Включить вибратор еще на 5-10 сек. Лишний бетон нужно срезать металлическим уголком, выравнивая его по краю.
- После заполнения тротуарной плитки бетоном и окончания вибрации раствор в формах тщательно загладить (затереть). Если количество бетона не достаточно, то нужно добавить его в раствор и затереть без вибрации. Заглаженные формы плиток составить на поддоны слоями, прокладывая каждый слой листами пластика. Общее количество слоев должно быть не более 10.
- Поддоны с заполненными формами накрыть полиэтиленовой пленкой. Это для предохранения от высыхания. Допускается их передвигать не ранее, чем через 48 часов после процедуры заливки плиток.
- Перед выбивкой плитки для тротуаров необходимо нагреть до 60-70 градусов по Цельсию в водяной ванне, выдерживая каждую в ней не более 2 минут. Нагретая форма помещается на вибростол для выбивки тротуарных плиток. Следует отметить, что распалубка без предварительного нагрева укорачивает срок службы формы приблизительно на 30% и может привести к браку готовой продукции, особенно у тонких плиток.
- Сушка готовых изделий в естественных условиях происходит в течении 2 суток. Поддоны с изделиями можно передвигать не ранее, чем через 48 часов после заливки.
- После распалубки тротуарную плитку укладывают на европоддоны “лицом” к “лицу”, увязывая их упаковочной лентой. Для обеспечения дальнейшего твердения бетона и сохранения товарного вида изделий их необходимо накрыть полиэтиленовой термоусадочной или стрейч-пленкой.
- Летом отпуск тротуарной плитки производится при достижении ими 70% от проектной прочности, что приблизительно соответствует 7 суткам затвердения бетона, считая с момента его изготовления. Зимою отпуск надо производить при достижении 100% от проектной прочности (28 суток с момента приготовления бетона).
Приготовление пигмента
Неорганические порошковые пигменты обязательно перед их применением смешивают с водой до образования однообразной сметаноподобной консистенции. Затем эту смесь настаивают в таком виде на протяжении не менее 1 часа. Это нужно для увеличения дисперсности пигментов, величина которой и характеризует красящую способность плитки для тротуаров.
Помните о том, что это достаточно дорогой компонент бетона, кроме того, что увеличение его содержания ухудшает качество бетона, вследствие этого снижение его доли в бетоне при достаточной насыщенности является желательным. Данный приготовленный краситель может храниться долго, т.к. имеет стабильную формулу, но цвет по мере хранения может стать еще ярче, что делает его добавление в тротуарную плитку немного экономным, т.к. будет происходить увеличение дисперсности пигмента. Перед добавлением в смесь бетона его надо перемешать.
PS: Пластиковые формы для производства тротуарной плитки обычно моют в слабом растворе соляной кислоты (5-7%). Можно использовать более выше концентрации, но это будет уже опасно для вас. После мытья в кислоте необходимо промыть их дополнительно водой.