Газопламенное напыление металла оборудование
Особенности и преимущества газопламенного напыления
Газопламенное напыление: общие сведения о технологии и особенности присадочных материалов. Основные этапы технологического процесса. Выбор горючего газа. Преимущества и недостатки. Используемые установки и пистолеты при обработке металла.

Газопламенное напыление – метод нанесения специального покрытия на поверхность с целью получения дополнительных качеств. В качестве распыляемого материала используют металлические или полимерные порошки. Их нагревают до пластичного состояния с помощью пламени, которое формируется при сгорании смеси кислорода с пропаном или ацетиленом. Перенос на поверхность металла осуществляется с помощью сжатого воздуха.
Метод относится к категории газотермического напыления. По сравнению с другими способами металлизации он выгодно отличается высокой производительностью и низкой себестоимостью работ.
Общие сведения о методе газопламенного напыления
В основе метода лежит использование тепловой и кинетической энергии для повышения реставрационных, функциональных или декоративных характеристик изделия. Присадочный материал для выполнения работ выпускают в следующих формах:
- проволока;
- прутки;
- порошок.
Для каждого вида существует своя сфера применения. Например, для реставрации деталей машин и механизмов специалисты рекомендуют использовать порошки. В отличие от проволоки они позволяют менять состав покрытия, что способствует повышению качества напыляемого слоя.
Процедура обработки изделия состоит из следующих этапов:
- Порошок подают в зону термической обработки. Он может поступать по каналам питателя или подаваться с внешней стороны горелки.
- Под действием высокой температуры присадочный материал оплавляется, приобретая пластичные свойства.
- Газ выполняет функции переноса состава на обрабатываемую поверхность. Летящие частицы перемещаются с большой скоростью – она может достигать 160 м/с.
- Распыленный материал формирует защитный слой при взаимодействии с поверхностью.

Существует и метод высокоскоростного газопламенного напыления, который отличается высокой скоростью подачи присадочного материала. Ввиду значительной отдачи исключена возможность обработки поверхности в ручном режиме. Все работы выполняют на автоматическом или роботизированном оборудовании.
Как было указано выше, температурная обработка осуществляется за счет тепловой энергии, которая образуется при сгорании горючего газа в кислородной среде. Наилучших результатов можно добиться при использовании ацетилена. Его температура горения варьируется в пределах 3100–3200 ºC. Для сравнения приведем аналогичные характеристики доступных заменителей:
| Вид горючего газа | Теплота сгорания, кДж/м³ | Температура пламени в кислородной среде, ºC | Расход кислорода, м³/ч |
|---|---|---|---|
| Ацетилен | 52800 | 3100-3200 | 2,5 |
| Водород | 10060 | 2100–2500 | 0,5 |
| Метан | 33520 | 2000–2700 | 2,03 |
| Пропан | 87150 | 2400–2700 | 5,15 |
| Бутан | 116480 | 2400–2700 | 6,8 |
- окислительное;
- нормальное;
- восстановительное.
Во втором случае соотношение газов паритетное. Окислительное пламя характеризуется избытком кислорода, а восстановительное – горючего вещества.
- Благодаря малому тепловому воздействию на обрабатываемую заготовку существует возможность нанесения покрытия практически на любой материал: стекло, пластик, фарфор и даже дерево или бумагу. Другие методы модификации поверхности предназначены преимущественно для изделий из металла.
- В процессе обработки заготовка не подвергается тепловой деформации и не меняет своих параметров.
- С помощью установок для газопламенного напыления можно обрабатывать заготовку различными составами. Это позволяет придавать поверхности различные свойства без замены оборудования.
- Неограниченный размер обрабатываемой площади. Другие способы металлизации ограничены различными факторами: для цементации – размером печи, для электролитического осаждения – габаритами емкости с раствором.
- Низкая себестоимость обработки. Лучше всего эффект проявляется при газопламенном напылении больших площадей.
- Большая толщина покрытия позволяет использовать метод для реставрации различных деталей. Припуск под обработку не превышает 0,7 мм.
- Простота рабочего оборудования и его мобильность дает возможность применения газопламенного напыления в труднодоступных местах. Технологическая операция также не отличается особой сложностью.
- Благодаря широкому выбору присадочных материалов можно получить изделие с заданными свойствами, не прибегая к прочим методам модификации поверхности.
Естественно, имеются и недостатки:
- Газопламенное напыление малоэффективно при обработке мелких деталей. Это связано с высоким коэффициентом расхода присадочного материала.
- Тяжелые условия производства. Для предварительной подготовки изделия выполняют пескоструйную обработку, что приводит к повышенному уровню запыленности рабочего участка.
- В процессе напыления мелкие частицы состава остаются в воздухе. По этой причине к производственным помещениям предъявляют повышенные требования по системе вентиляции.
Назначение и применение метода
- нанесение антикоррозийного покрытия;
- восстановление баббитового слоя подшипников;
- создание электропроводящего или электроизоляционного слоя;
- декоративная обработка различных поверхностей;
- устранение дефектов цветного и черного литья;
- ремонт деталей вращения: валов, цапф или кулачков.
Свойства поверхности зависят от типа состава. Например, для повешения жаростойкости поверхности применяют газопламенное напыление алюминиевым порошком. Такая процедура называется алитированием.
Применяемое оборудование
Современные производители предлагают широкий выбор установок для газопламенного напыления. В качестве примера рассмотрим устройство оборудования отечественного производства типа ППМ-10 (на фото).
Основными узлами установки являются:
- Распылительный аппарат, который имеет внешнее сходство с пистолетом.
- Пульт управления газами.
- Камера для выполнения обработки.
- Подставки.
Для выполнения газопламенного напыления используются следующие расходные материалы:
- ацетилен;
- кислород;
- воздух, очищенный от влаги и механических включений.
Газопламенное напыление – востребованная технология, основными достоинствами которой являются высокая производительность и низкая себестоимость работ. А вы сталкивались с этим методом обработки? Как вы считаете, в какой отрасли промышленности газопламенное напыление пользуется наибольшим спросом? Напишите ваше мнение в блоке комментариев.
Газопламенное напыление
















Исходный материал для распыления (проволока,порошок,пруток,шнур) подается в пламя , а затем сжатый воздух используется для распыления расплавленного металла и ускорения частиц на подложке.
Помимо прочего, этот процесс обычно используется для нанесения материалов связующего покрытия или материалов для коррозионной стойкости.

Что такое газопламенное напыление HVOF
HVOF – система кислородно-топливной смеси (HVOF, High Velocity Oxygen Fuel).
Русский аналог этого термина – газопламенное сверхзвуковое напыление ( ГПС – процесс).
В качестве окислителя используется кислород (чистый кислород или сжатый воздух).
В качестве топлива могут использоваться газы (водород,
метан, пропан, пропилен, ацетилен, сжиженный природный газ и т. д.) Или жидкости (керосин и т. д.).
В качестве транспортирующего газа применяют сжатый воздух.
HVOF – это система термического распыления, использующая сжигание газов, таких как водород или жидкое топливо или керосин. Топливо и кислород смешиваются и распыляются в зоне сгорания в условиях, которые контролируют правильный режим и давление сгорания.
Процесс создает очень высокую скорость, которая используется для продвижения частиц на скоростях, близких к сверхзвуковым, перед ударом по подложке. Одним из основных правил распыления является то, что высокое давление сгорания = высокая скорость газа, высокая скорость частиц и, как следствие, высокое качество покрытия.
Одним из ключевых преимуществ высокой скорости этой системы является чрезвычайно высокая плотность покрытия и низкое содержание оксида. Низкое содержание оксидов происходит частично из-за скорости частиц, проводящих меньше времени в источнике тепла, и частично из-за более низкой температуры пламени (около 3000 ° C) источника тепла по сравнению с альтернативными процессами.
Наряду с превосходной прочностью сцепления, некоторые покрытия HVOF можно распылять очень густо из-за исключительно высоких скоростей, создавая покрытия при сжатии вместо растяжения. Это позволяет очень быстро наносить такие материалы, как карбид, более 6 мм.
Высокоскоростное газоплазменное напыление HVOF широко применяется для производства износостойких покрытий из карбидов и стеллитов. Оно также применяется для нанесения покрытий MCrAlY, представляющих собой сплавы M (металл = никель, кобальт или железо, или сочетание), Cr (хром), Al (алюминий) и Y (иттрий).
Газопламенное напыление HVOF идеально подходит для покрытия крупных компонентов.
Отличные результаты по ремонту, восстановлению, нанесению покрытий и упрочнению следующих деталей: зубья экскаваторов, транспортирующие установки, установки по переработке песка, лопасти смесителей, транспортирующие шнеки, буры глубокого бурения.
Что такое газопламенное напыление NVAF ?
HVAF – система воздушно-топливной смеси «пропан-воздух» (HVAF, High Velocity Air Fuel) Российский аналог этого термина сверхзвуковое газовоздушное напыление, ( СГВ-процесс)
Температура сгорания воздушно-топливной смеси обычно на 1000°C ниже, чем при кислородно-топливном горении HVOF. Такая низкая температура идеальна для постепенного нагрева частиц исходного порошка металлов и твердых сплавов и ненамного выше температуры плавления металлов. Режим HVAF исключает испарение и сводит к минимуму окисление, что приводит к превосходным свойствам покрытия.
Начальное содержание кислорода в газообразных продуктах сгорания смеси при HVAF процессе в 5 раз ниже по сравнению с любым процессом HVOF.
HVAF-пистолет генерирует струю диаметром более 16 мм и длиной более 250 мм. (рис. 1). Это гораздо больше дистанции напыления, которая обычно составляет 125-180 мм. Несмотря на большие размеры струи, нагрев подложки под ее воздействием обычно незначителен, так как активная фаза горения топлива происходит в каталитической камере сгорания.Ускоренные до высокой скорости частицы обладая дробеструйным эффектом, удаляют частицы плохо сцепленные с подложкой, устраняя источник возможных дефектов в покрытии.
Указанные факторы предотвращают окисление металлов, разложение карбидов и их растворение в металлической связке.
Это позволяет сохранить исходную пластичность порошкового материала, используемого в качестве сырья для покрытия, даже в случае, когда твердость покрытия WCCoCr превышает 1 600 HV300.
Максимальный экономический эффект по сравнению с другим газотермическим оборудованием.
Оборудование для газопламенного напыления HVAF -это фактическая гарантия 50% экономии по сравнению с HVOF.
Применение системы газопламенного распыления HVAF :
Крупногабаритные валы Трубы Кольца, диски Турбинные камеры сгорания Резервуары и емкости
Где применяется газопламенное распыление.
Отрасли, в которых эффективно применяется антикоррозионная защита методом газопламенного напыления протекторной защиты, включают в себя оборонную , нефтегазовую и машиностроительные отрасли промышленности . Системы газопламенного напыления используются в промышленности для защиты поверхностей и компонентов от высоких температур и агрессивных сред. Протекторные газопламенные покрытия часто используются на поверхностях палуб на морских судах для защиты и противоскользящих характеристик, которые следует наносить на палубы, на которых приземляются самолеты.
Использование систем газопламенного напыления в нефтегазовой промышленности достаточно обширное. Долговечные и надежные компоненты, с газопламенным напылением на деталях и конструкциях обеспечивает увеличение срока службы объектов. Покрытия газопламенным напылением, наносимые на детали,работающих как на суше, так и на море, способствуют защите от коррозии, эрозии, экстремальных температур и укреплению уплотнений, чтобы уменьшить вероятность утечки.
Преимущества газопламенного напыления.
Виды газопламенного напыления.
Газопламенное напыление без оплавления.
Газопламенное напыление без оплавления применяется при решении задач восстановления деталей, не испытывающих деформации, работающих при температурном режиме до 350 °С и знакопеременные нагрузки. Газопламенное напыление без оплавления наносится при восстановлении наружных и внутренних цилиндрических поверхностей подвижных и неподвижных соединений при невысоких требованиях к величине адгезии с поверхностным слоем восстанавливаемых деталей.
Газопламенное напыление с последующим оплавлением.
Газопламенное напыление с одновременным оплавлением.
Метод подачи материала при газопламенном напылении.
Порошковое газопламенное напыление Flame Powder Spray
Проволочное газопламенное напыление Flame Wire Spraying .
Шнуровое газопламенное напыление Flexicord thermal spray.
Этот способ газопламенного напыления очень схож с прутковым газопламенным напылением.
Прутковое газопламенное напыление Flame Spray Rods.
тел. +7(8442)52-61-64 , моб. 8 (960) 891-81-13, e-mail: sales5@akz34.ru , web. www.akz34.ru
Теги: газопламенное напыление/газопламенное напыление металла/ оборудование для газопламенного напыления/ газопламенная металлизация/порошковое газопламенное напыление/ газопламенное напыление порошком/высокоскоростное газопламенное напыление
КП Инжиниринг › Блог › Газопламенное напыление металлов

В продолжение предыдущего поста, развиваем рассказ о видах газотермических напылений. Сегодня речь пойдёт об одном из самых доступных и распространённых видах — газопламенном напылении металлов.

Технология газопламенного напыления позволяет использовать металлы, изначально находящиеся либо в виде порошка, либо в виде проволоки. Конструктивно системы различаются. В порошковых горелках металлический порошок подается из бункера (порошкового питателя), в проволочных системах металлическая проволока непрерывно подается из бухты, катушки, либо бочки.
В горелке, куда подается топливный газ, кислород и сжатый воздух, металл плавится и затем сжатым воздухом переносится на поверхность.
В силу особенностей, порошковые системы менее производительны по сравнению с проволочными, поэтому реже используются для напыления металлических порошков. Обычно их сфера применения — напыление износостойких либо жаростойких материалов на основе карбидов и оксидов металлов.
Для напыления антикоррозионных и инженерных металлических покрытий чаще используется система с подачей проволоки. Существуют две основные разновидности таких систем. В обоих случаях используется смесь из топливного газа и кислорода. Для легкоплавких металлов, таких как цинк, алюминий, баббит, некоторые цветные металлы, в качестве топливного газа используется пропан. Для тугоплавких (сталь) используется ацетилен, который обеспечивает более высокую температуру горения факела.
Мы продаем и сами используем системы газопламенного напыления производства компании Metallisation (Великобритания). Это надежные, простые системы с пневматическим приводом подачи проволоки (есть модификации с электроприводом), которые безотказно служат десятилетиями, естественно при надлежащем обслуживании). Например, в России есть система, которой уже более 40 лет и на нее до сих пор заказчик покупает у нас запчасти.

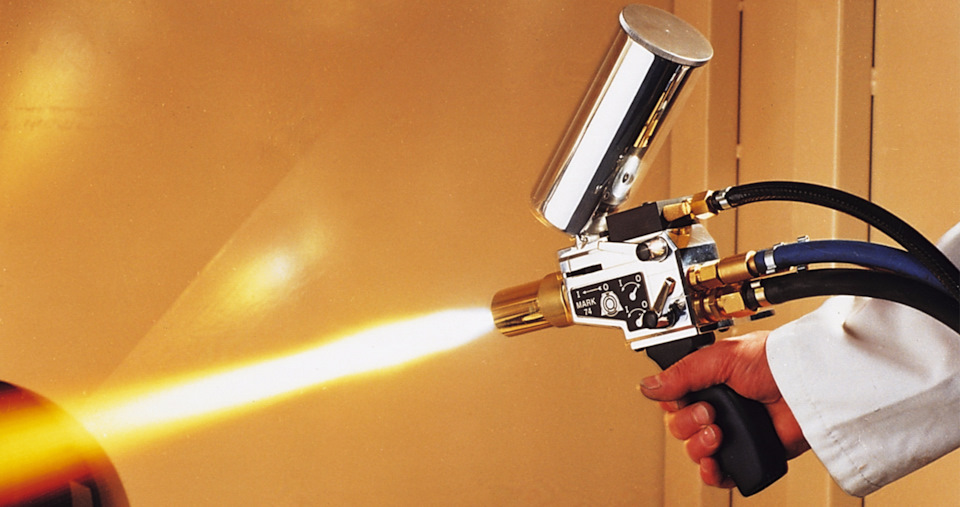
Современная система на пропане MK 73 — это комплект, состоящий из газовой консоли для подготовки и регулировки подачи газов и воздуха, непосредственно самой горелки, комплекта шлангов и размотчика для проволоки.

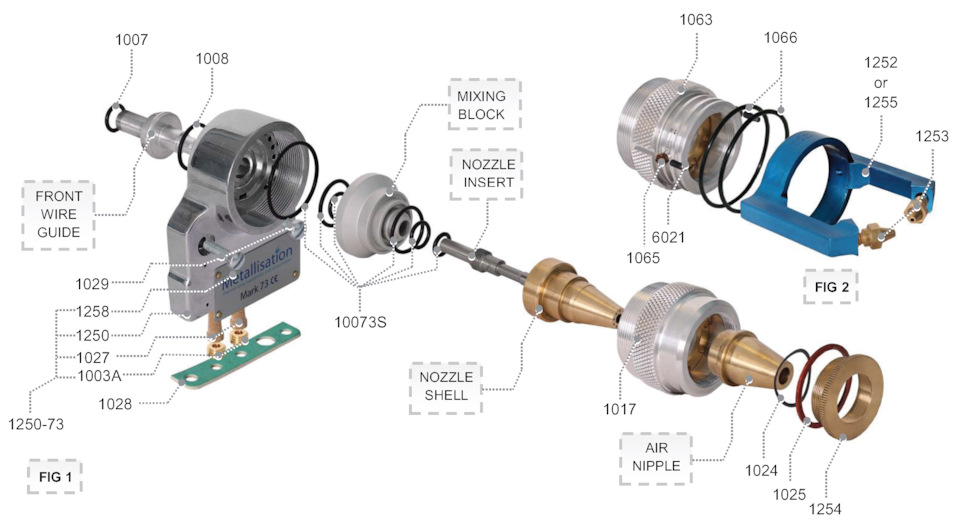
Горелка МК 73 позволяет работать с проволокой диаметром от 2,0 мм до 4,76 мм, обладает высокой производительностью (до 32 кг цинка в час) и высокоэффективной распылительной головкой. Достаточно сложная конструкция распылительной головки, состоящая из большого числа деталей, позволяет добиться максимальной однородности газовой смеси и точной фокусировки факела вне горелки. Это гарантирует высокую скорость расплавления металлов при отсутствии перегрева деталей горелки.

В результате, работа с такой системой максимально эффективна с точки зрения производительности и затрат на эксплуатацию. Оператор очень быстро овладевает необходимыми навыками работы с ней и ее обслуживания.
Ну а мы, как сервисная компания, с ее помощью легко и гарантированно обеспечиваем высокое качество покрытия, которое определяется стабильностью толщины и минимальной пористостью и шероховатостью.

Помимо стандартных задач, данное оборудование позволяет, например, выполнять ремонт деталей со сквозной коррозией. Вот, например, видео, демонстрирующее такую работу:
МЫ ПРЕДЛАГАЕМ УСЛУГИ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ ИХ ЦИНКА, АЛЮМИНИЯ, МЕДИ И ДРУГИХ МЕТАЛЛОВ ДЛЯ ЧАСТНЫХ ЗАКАЗЧИКОВ, АВТОМАСТЕРСКИХ И КОРПОРАТИВНЫХ КЛИЕНТОВ.
Оборудование компании «Плазмацентр»

Установка предназначена для сверхзвукового (высокоскоростного) газопламенного порошкового напыления (метод HVOF) c использованием горелки с аксиальной подачей порошка в камеру сгорания газов и последующим прохождением газопорошковой смеси через расширяющееся сопло Лаваля

Безвакуумное и бескамерное нанесение методом ФПУ функциональных (износостойких, антифрикционных, температуроустойчивых, трибологических, диэлектрических, алмазоподобных, биосовместимых, бактерицидных и др.) нанокомпозитных покрытий толщиной до 3 мкм на детали машин, механизмов, оборудования, технологической оснастки, имплантатов и инструмент с целью увеличения их ресурса, надежности и конкурентоспособности.

Нанесение функциональных покрытий с помощью импульсных плазменно-искровых разрядов в воздушной среде при периодическом контактировании электрода с изделием, вследствие чего осуществляется перенос и осаждение расходуемого материала электрода на поверхность изделия.

Изготовление деталей и изделий с функциональными свойствами поверхности, например, износостойкостью (за исключением деталей, испытывающих ударно-абразивное изнашивание), антифрикционностью, коррозионностойкостью, жаростойкостью, кавитационностойкостью, эрозионностойкостью, электроизоляцией, стойкостью против фреттинг-коррозии, декоративными характеристиками и др. Использование для восстановления размеров изношенных и бракованных поверхностей, нанесения ретенционных покрытий в стоматологии.

Изготовление деталей и изделий с износо- и/или коррозионностойкими свойствами поверхности, а также восстановление размеров изношенных и бракованных деталей за счет нанесения покрытий, работающих в условиях высоких динамических, знакопеременных нагрузок или подверженных абразивному изнашиванию.

Предназначены для использования в процессах газотермического напыления, наплавки, аддитивных технологий и других технологических процессах для дозированной транспортировки и подачи порошковых материалов различного фракционного состава и физико-механических свойств.

Это основной элемент оборудования для плазменных методов обработки материалов.

Определение толщины тонкопленочных (в основном, толщиной не более 10 мкм) покрытий, наносимых с использованием PVD и CVD процессов.

Горелка является универсальным многоцелевым оборудованием предназначенным для газопламенного порошкового напыления и наплавки порошков на основе железа, никеля, кобальта, меди, а также нанесения керамических покрытий и баббита.
Горелка SuperJet S Eutalloy предназначена для наплавки самофлюсующихся порошковых материалов на основе NiCrBSi, NiBSi или CoBSi по технологии Eutalloy, разработанной и запатентованной компанией Castolin Eutectic, с целью получения износостойких покрытий для защиты от разных типов износа.

EuTronic ® Arc Spray 4 – прочный, надежный и простой в использовании спрей. Пистолет и механизм подачи проволоки подключены к источнику питания с силой тока 350 А. Данный источник имеет высокий уровень изоляции, что обеспечивает высокую надежность в самых жестких условиях работы.

Ацетилен-кислородная горелка CastoFuse для проплавления и нагрева порошков серии Eutalloy® RW.
![]()
EuTronic® GAP 3511 – оптимальный выбор для автоматической и ручной плазменной сварки и наплавки.

Сварочное оборудование компании Castolin-Eutectic
Свяжитесь с нами по телефонам +7 (812) 679-46-74, +7 (921) 973-46-74, или напишите нам на почту office@plasmacentre.ru
Наши менеджеры подробно расскажут об имеющихся у нас технологиях нанесения покрытий, упрочнения, восстановления, придания свойств поверхности, а также о стоимости услуг компании.
Горелка для газопламенного напыления CASTODYN DS 8000
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ
Газопламенное напыление – это экономичный способ нанесения покрытия, при котором смешивают и сжигают кислород с топливом, а расходный материал (проволока, порошок, стержень) подают в горелку. Расходный материал плавится, распыляется и переносится на поверхность обрабатываемой детали с помощью расширяющейся газовой струи. Дополнительное ускорение частиц, а также охлаждение обрабатываемой детали достигается за счет дополнительной струи газа (например, струи сжатого воздуха, аргона, азота).
С помощью газопламенного напыления наносят износостойкие и коррозионностойкие покрытия из железных, никелевых, медных, алюминиевых, цинковых сплавов, баббитовые покрытия подшипников скольжения, электропроводные покрытия, электроизоляционные покрытия, декоративные покрытия.





Виды и применение процессов плазменного напыления металлов
Плазменное напыление (или, другими словами – диффузионная металлизация) эффективный способ изменения физико-механических свойств, а также структуры основной поверхности. Поэтому он часто используется с декоративными целями, и для увеличения стойкости конечного продукта.

Плазменное напыление металла
Принцип плазменного напыления
Как и традиционные методы поверхностных покрытий, при диффузионной металлизации происходит осаждение на поверхности металла слоя другого металла или сплава, который обладает необходимыми для последующего применения детали свойствами – нужным цветом, антикоррозионной стойкостью, твёрдостью. Отличия заключаются в следующем:
- Высокотемпературная (5000 — 6000 °С) плазма значительно ускоряет процесс нанесения покрытий, который может составлять доли секунд.
- При диффузионной металлизации в струе плазмы в поверхностные слои металла могут диффундировать также химические элементы из газа, где проводится обработка. Таким образом, регулируя химический состав газа, можно добиваться комбинированного поверхностного насыщения металла атомами нужных элементов.
- Равномерность температуры и давления внутри плазменной струи обеспечивает высокое качество конечных покрытий, чего весьма трудно достичь при традиционных способах металлизации.
- Плазменное напыление отличается чрезвычайно малой длительностью процесса. В результате не только повышается производительность, но также исключается перегрев, окисление, прочие нежелательные поверхностные явления.
Рабочие установки для реализации процесса
Поскольку чаще всего для инициации высокотемпературной плазмы используется электрический разряд – дуговой, искровой или импульсный – то применяемое для такого способа напыления оборудование включает:
- Источник создания разряда: высокочастотный генератор, либо сварочный преобразователь;
- Рабочую герметизированную камеру, где размещается подвергаемая металлизации заготовка;
- Резервуар для газа, в атмосфере которого будет производиться формирование высокотемпературной плазмы;
- Насосной или вакуумной установки, обеспечивающей необходимое давление для прокачки рабочей среды или для создания требуемого разрежения;
- Системы управления за ходом протекания процесса.
Работа плазмотрона, выполняющего плазменное напыление, происходит так. В герметизированной камере закрепляется напыляемая деталь, после чего между поверхностями рабочего электрода (в состав которого входят напыляемые элементы) и заготовкой возбуждается электрический разряд. Одновременно через рабочую зону с требуемым давлением прокачивается жидкая или газообразная среда. Её назначение – сжать зону разряда, повысив тем самым объёмную плотность его тепловой мощности. Высококонцентрированная плазма обеспечивает размерное испарение металла электрода и одновременно инициирует пиролиз окружающей заготовку среды. В результате на поверхности образуется слой нужного химического состава. Изменяя характеристики разряда – ток, напряжение, давление – можно управлять толщиной, а также структурой напыляемого покрытия.

Схема плазменного напыления
Аналогично происходит и процесс диффузионной металлизации в вакууме, за исключением того, что сжатие плазмы происходит вследствие разницы давлений внутри и вне её столба.
Технологическая оснастка, расходные материалы
Выбор материала электродов зависит от назначения напыления и вида обрабатываемого металла. Например, для упрочнения штампов наиболее эффективны электроды из железо-никелевых сплавов, которые дополнительно легируются такими элементами, как хром, бор, кремний. Хром повышает износостойкость покрытия, бор – твёрдость, а кремний – плотность финишного покрытия.
При металлизации с декоративными целями, главным критерием выбора металла рабочего электрода является конфигурация напыляемой поверхности, а также её внешний вид. Напыление медью, например, производят электродами из электротехнической меди М1.
Важной структурной составляющей процесса является состав среды. Например, при необходимости получить в напыляемом слое высокостойкие нитриды и карбиды, в газе должны присутствовать органические среды, содержащие углерод или азот.
Установка газопламенного напыления проволокой SPRAYJET-88-MV
Установка предназначена для использования в автоматических/роботизированных системах газопламенного проволочного или порошкового напыления. Отличительной особенностью установки является применение автоматической панели управления, осуществляющей управление внешними устройствами безопасности и блокирующей, например, двери, пылеуловитель, манипулятор пистолета и т.д,, если существует какой-то внешний мешающий фактор. Также система контролирует параметры напыления в процессе работы и блокирует процесс с выводом соответствующего сигнала на панель управления, если какой-либо параметр вышел за пределы допустимых значений.

Преимущества технологии
Основными преимуществами технологии являются:
- Газотермическое напыление – универсальная технология. С ее помощью можно нанести покрытие без ограничений по размеру конструкции и температуре плавления. Толщина защитного слоя варьируется в пределах от 0,1 до 15 мм.
- По сравнению с другими методами модификации технология относится к экологически чистым процессам.
- Назначение покрытия с легкостью меняют путем изменения состава порошка.
- Процедура характеризуется низким температурным воздействием на обрабатываемое изделие. Благодаря этому изделие не подвержено изменениям структуры под действием тепловой энергии.
- Особенности технологии позволяют выполнять многократную обработку одного элемента в случае его износа.
Установка ручного газопламенного напыления проволокой SPRAYJET 88-EL
Установка предназначена для ручного напыления различных материалов ввиде проволоки. Отличительной особенностью данной системы является наличие у пистолета электропривода в качестве механизма подачи проволоки. Применение электропривода позволяет получить стабильные и точные значения скорости подачи проволоки, что положительно влияет на стабильность качественных параметров покрытия.

Установка ручного газопламенного напыления стержнями RODOJET 9810
Система RodoJet-9810 представляет собой идеальное сочетание низкой стоимости оборудования для газопламенного напыления и высококачественного покрытия. Установка предназначена для напыления керамическими стержнями из следующих материалов: оксида хрома (Cr3O2), оксид титана (TiO2), оксид алюминия (Al2O3), стабилизированный иттрием оксид циркония (YSZ) и многие другие. Прозрачная верхняя крышка пистолета позволяет лучше отслеживать подачу стержня и обеспечивает безопасность работы.

Применяемое оборудование
Характеристики и специфика оборудования для газотермической модификации зависят от источника тепловой энергии. Например, современный комплекс для металлизации поверхности методом электродугового напыления состоит из следующих узлов:
- линии механизированной подачи;
- дробеструйной установки;
- камеры для нанесения защитного слоя;
- системы фильтрации воздуха;
- погрузочно-разгрузочного механизма.
Источник тока располагается в соседнем помещении или на расстоянии не менее 10 метров от установки для металлизации.
Газотермическое напыление – стремительно развивающаяся технология модификации поверхности. Она востребована во многих отраслях промышленности, которые связаны с обработкой металлов. Немаловажным преимуществом является экологическая чистота: толчок к развитию во многом связан с ограничением гальванического хромирования и других методов, которые характеризуются загрязнением атмосферы.
Какой метод газотермического напыления вы считаете самым перспективным? Напишите ваше мнение в блоке комментариев.
Установка ручного газопламенного напыления порошком POWDERJET 86
Установка предназначена для напыления различных материалов поставляемых ввиде порошка. Порошок подаётся с помощью специализированного порошкового питателя, подключающегося к пистолету и позволяющего менять скорость подачи порошка, в зависимости от требований технологии. Использующийся в составе установки пистолет позволяет напылять широкий диапазон материалов: самофлюсующиеся покрытия, керамические порошки, композитные порошки, металлические порошки и т.д.

Установка газопламенная порошкового напыления для работы на пропан-бутане типа УГПЛ-П
ВНИМАНИЕ
Предприятие-изготовитель оставляет за собой право вносить в конструкцию изделия изменения непринципиального характера и заменять другими комплектующие узлы, при условии сохранения взаимозаменяемости, без отражения этого в сопроводительной документации до очередного ее переиздания.
НАЗНАЧЕНИЕ
Установка газопламенная порошкового напыления для работы на пропан-бутане УГПЛ-П предназначена для ручного газопламенного процесса нанесения газотермических покрытий из термопластичных материалов преимущественно для защиты металлов от коррозии и для исправления поверхностных дефектов.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА