Галтовочное оборудование для металла
Лотковые галтовочные установки
Производственный центр «Топ» — отечественный лидер производства виброгалтовочного оборудования. Чтобы купить галтовочное оборудование для металла, свяжитесь с нами по электронному адресу moscow @ centertop . ru или позвоните по телефону +7 (499) 390-04-71. Наши специалисты всегда рады проконсультировать вас и помочь в любом вопросе!


Лотковый галтовочный станок
Лотковые виброгалтовочные станки — разновидность галтовочного оборудования для шлифовки и полировки деталей. В отличие от круговых виброгалтовок, они прекрасно подходят для финиширования ответственных и крупногабаритных деталей в единичном и мелкосерийном производстве.
В нашем электронном каталоге представлены 6 типоразмеров лотковых галтовочных станков модели «Импульс» и 4 типоразмера модели «Сегмент». Предлагаем ознакомиться с их некоторыми техническими характеристиками.
Характеристики лотков ых виброгалтовок «Импульс»
Общая ёмкость камеры, л
Размер рабочей камеры (ШхВхД), мм
Мощность двигателя, кВт
Длина установки, мм
Высота установки, мм
Ширина установки, мм
Характеристики лотков ых виброгалтовок «Сегмент»
Общая ёмкость камеры, л
Размер рабочей камеры (ШхВхД), мм
Мощность двигателя, кВт
Длина установки, мм
Высота установки, мм
Ширина установки, мм
О том, какое оборудование подойдёт для задач вашего производства, вас всегда смогут проконсультировать наши специалисты либо по электронной почте, либо по телефону.
Функции лотковых виброгалтовок
Станки могут выполнять следующие операции:
удаление заусенцев с деталей,
тщательная полировка до глянцевого блеска,
притупление острых кромок,
удаление наплывов, окалины, набежалостей,
удаление облоя с деталей, полученных методом литья под давлением.
Технические характеристики и преимущества лотковых галтовочных установок
Лотков ое галтовочное оборудование имеет свои определённые преимущества при обработке деталей.
Лотковая форма чаши и возможность её разделения на сегменты перегородками полностью исключает риск повреждения изделия при обработке.
Загрузка и выгрузка деталей происходит вручную, что тоже уменьшает риск повреждения конечного продукта.
В базовой комплектации галтовочных станков имеются: лотковая виброгалтовочная установка, шкаф управления вибродвигателя, система подачи компаунда и воды.
Шумопоглощающая крышка обеспечит тихий ход работы виброгалтовки.
Наши машины имеют простую и прочную конструкцию, способную выдерживать тяжёлые эксплуатационные режимы с незначительным обслуживанием и вниманием.
Расходные материалы
В чем преимущества нашей компании
Производственный центр «Топ» — лидирующая компания на рынке отечественных галтовочных станков и комплектующих к ним. Лотковые галтовочные станки — это универсальные установки для скользящего шлифования и полировки металла и изделий из него. Они могут применяться для финишной отделки деталей самых разных размеров, в том числе и крупногабаритных. Это, к примеру, металлические решётки, гаечные ключи, ножи, трубки, крупные корпусные детали, длинные винты, валы и др. Наши специалисты всегда помогут вам выбрать необходимое оборудование согласно формам и размерам деталей, нуждающихся в обработке.
Помимо комплексной консультации по подбору технологии галтовки, поставке абразивных материалов и компаундов собственного производства, мы также осуществляем тестовые обработки и пуско-наладочные работы для введения оборудования в эксплуатацию. Еще одна сфера нашей деятельности — это ремонт и замена полиуретанового покрытия галтовочного оборудования наших клиентов.
Как заказать наши лотковые галтовочные установки
Если вы ищете качественные виброгалтовки, то срочно свяжитесь с нами! При необходимости наши консультанты подберут такие станки, которые нужны именно вам.
Чтобы непосредственно оформить заказ на понравившееся вам галтовочное оборудование для обработки металла, отправьте заявку на нашу электронную почту moscow @ centertop . ru, указав при этом свои контактные данные. В самое кратчайшее время сотрудники центра «Топ» вышлют вам ответное письмо с подробным прайсом, а позже свяжутся с вами по телефону для уточнения деталей оплаты.
Виброгалтовочное оборудование

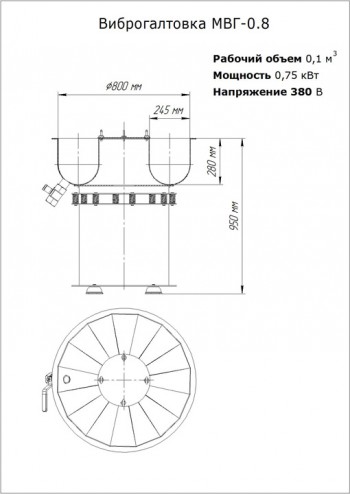




Виброгалтовка МВГ-0.8
Технические характеристики:
- Диаметр: 800 мм;
- Высота: 950 мм;
- Ширина: 245 мм;
- Глубина: 280 мм;
- Рабочий объем: 0,1 м³
- Мощность: 0,75 кВт;
- Напряжение: 380 В.
ДОП. ОБОРУДОВАНИЕ
*Блок управления с таймером входит в стоимость..

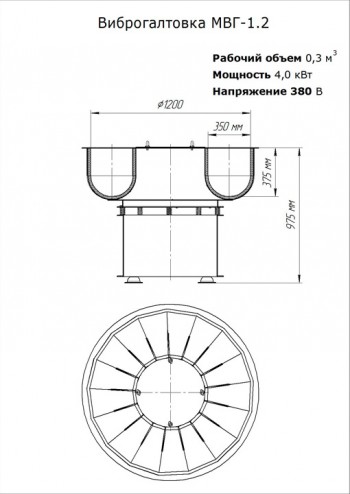


Виброгалтовка МВГ-1.2
Технические характеристики:
- Диаметр: 1200 мм;
- Высота: 975 мм;
- Ширина: 350 мм;
- Глубина: 375 мм;
- Рабочий объем: 0,3 м³
- Мощность: 4,0 кВт;
- Напряжение: 380 В.
ДОП. ОБОРУДОВАНИЕ
*Блок управления с таймером входит в стоимость..

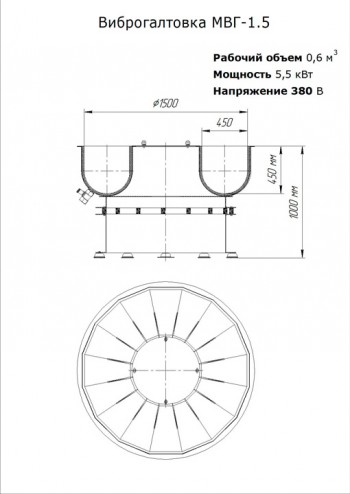


Виброгалтовка МВГ-1.5
Технические характеристики:
- Диаметр: 1500 мм;
- Высота: 1000 мм;
- Ширина: 450 мм;
- Глубина: 450 мм;
- Рабочий объем: 0,6 м³
- Мощность: 5,5 кВт;
- Напряжение: 380 В.
ДОП. ОБОРУДОВАНИЕ
*Блок управления с таймером входит в стоимость..
Центр инженерных услуг «Модельер» изготавливает на собственном производстве круговые виброгалтовочные станки различных типоразмеров. Вы можете купить виброгалтовку у нас по самым низким ценам с минимальным сроком поставки.
Общие данные
Виброгалтовочные станки это самые простые, надежные и экономически эффективные машины для финишной обработки изделий. Тороидальная форма рабочей зоны обеспечивает идеальное однородное распределение компонентов по всему рабочему объему чаши.
 Виброгалтовка МВГ-0.8
Виброгалтовка МВГ-0.8
Детали извлекаются вручную или автоматически (сепаратор для автоматической выгрузки деталей из виброгалтовки на конвейерной линии).
Поверхностная обработка, которая может быть выполнена на данном оборудовании:
- Удаление заусенцев;
- Очистка поверхности от окалины;
- Удаление ржавчины;
- Сглаживание;
- Заточка;
- Полировка;
- Суперфиниширование.
Галтовочный станок необходим для обработки поверхности деталей и очистки из различных материалов: черных и цветных металлов, драгоценных металлов, стекла, дерева, минералов, стекла, полимеров и др. Для очистки изделий от ржавчины, заусенцев и т.п., необходим наполнитель, с помощью которого обрабатывается деталь до получения требуемого качества обработанной поверхности.
У нас возможно купить оборудование галтовка оптом и в розницу.
Существуют различные виды наполнителей:
- абразивные гранулы;
- галтовочные тела;
- абразив в чистом виде;
- чипсы;
- песок.
Применяют два типа галтовки деталей: сухую и мокрую. При обработке металлических деталей в основном используют мокрую галтовку изделий, поскольку осуществляется эффективная очистка, а при обработке деревянных – используют сухую галтовку. При использовании мокрой галтовки в оборудование кроме наполнителя добавляют буферный раствор.
Материал, форму галтовочных тел и буферный раствор выбирают исходя из самого материала.
Основные сферы применения виброгалтовок:
- Галтовка изделий (готовых, а также деталей после токарно-фрезерной обработки, заготовительных операций);
- Зачистка металла и металлических деталей;
- Абразивная галтовка металла;
- Финишная обработка металла;
- Снятие заусенцев (виброгалтовка – станок для снятия заусенцев);
- Галтовка дисков;
- Галтовка деревянных изделий (галтовка дерева);
- Галтовка деталей песком;
Заказывая галтовку у нас, вы можете рассчитывать на высокое качество галтовочного оборудования, надежную поддержку на всем сроке эксплуатации.
Мы проведем бесплатную обработку ваших деталей, подберем наполнитель, технологию, рассчитаем стоимость и время обработки для полного понимания экономики процесса и качества обработки.
Предлагаем обработать Ваши изделия на нашем оборудовании Галтовка Вибрационная в любом, необходимом Вам объеме.
Купить галтовку или купить виброгалтовку в Москве вы можете у нас круглосуточно, достаточно оставить заявку и мы свяжемся с вами в ближайшее рабочее время.
Тэги статьи: Виброгалтовка, виброгалтовка купить, галтовка оборудование, галтовка станок, галтовка дисков купить.
Оборудование для галтовки металла
Какие услуги мы предлагаем
Сухая галтовка
В барабан добавляем сухие галтовочные тела, которые обрабатывают деталь: устраняют неровности, шлифуют поверхность, закругляют острые кромки. В качестве галтовочного наполнителя используем корун, наждак, песок. Перед обработкой деталь надежно закрепляем внутри барабана, чтобы она не меняла своего положения при вращении.
Чтобы добиться максимального эффекта, перед галтовкой выполняем мокрую шлифовку с применением масла или компаунда. Благодаря этому на поверхности образуется антикоррозийное покрытие.
Мокрая галтовка
В галтовочный барабан добавляем буферный раствор, засыпаем наполнитель и помещаем детали, которые нуждаются в обработке. Отличием от сухого способа обработки здесь является применение рабочей жидкости.
Мокрая галтовка осуществляется за счет вращения барабана, в результате которого перемешиваются изделия и галтовочные тела. Благодаря такому способу обработки деталей мы добиваемся высокой чистоты поверхности за счет смыва загрязнений.
Используем галтовку для обработки разных типов металла:
- медь;
- черная сталь;
- нержавеющая сталь;
- алюминий;
- бронза;
- олово;
- драгметаллы.
До и после обработки галтовкой




Фото 1. Пуговицы материал Д 16 галтование до зеркального глянца.
Фото 2. Галтовка турбинных лопаток.
Поступил заказ на галтование автомобильного впускного коллектора. Материал АК. Так как литье коллектора не очень хорошего качества и имеет пористую структуру, то конечный результат был отличный, но микро точки всеравно остаются этого не избежать. Коллектор галтовался в лотковой установке ЛВУ-120. С использованием галтовочного наполнителя собственного производства. Для шлифовки использовал галтовочные тела К20Р10/С,П20Р10/С Промежуточная шлифовка К14Р40/60 Полировка Шар SV 4mm. 6mm.
Материал: Пищевая нержавеющая сталь Заготовки: Ручки сцепления Задачи: Шлифовка после механической обработки
Материал: нержавеющая сталь Заготовка: Гайка РОТ Задачи: Шлифование , полирование до блеска
Материал: Сталь Заготовки: Шпильки , гайки Задачи: Очистка поверхности
Материал: Легированная сталь Заготовки: Ножи для бура, втулки ,упорные пластины Задачи: Очистка поверхности , шлифовка, полировка
Материал: Сталь Заготовки: Корпуса воздуханов Задачи: Очистка поверхности , шлифовка под покрытие хромом
Материал: Д16 Заготовки: Ручки сцепления Задачи: Шлифовка после мех обработки , полировка под покрытие лаком Материал: Композитный Заготовки: Уплотнительные кольца Задачи: Снятие заусенцев , скругление кромок
Материал: Медь Заготовки: Клемма Задачи: Шлифовка после мех обработки
Материал: Медь Заготовки: Турки для варки кофе Задачи: Шлифовка ,полировка под покрытие
Ручка для велосипеда обработанная на галтовочном барабане

Кольца обработанные на галтовочном барабане

Кусочки трубы обработанные на галтовочном барабане

Детали обработанные в круговой галтовке

Чем мы лучше конкурентов
- Работаем быстро и аккуратно. Ответственно подходим к выбору абразивных материалов и наполнителей перед процедурой. Учитываем форму и размер детали, плотность изделия и абразива, тип рабочей жидкости. Соблюдаем технологию, поэтому не повреждаем целостность обрабатываемой заготовки.
- Оправдываем надежды клиентов. 94% наших заказчиков довольны качеством услуг, которые мы предлагаем. Больше половины из них становятся постоянными клиентами (54%).
- Самостоятельно доставляем продукцию на объект. У нас есть собственный автопарк, поэтому вам не придется искать транспортных посредников. Дорожим своей репутацией, сделаем все, чтобы заказ прибыл на место в срок.
- Предлагаем простое и понятное оформление заказа. В представленной ниже заявке заполните все необходимые поля — укажите имя, электронную почту, контактный телефон, задайте интересующие вопросы. Также вы можете заказать обратный звонок — наши специалисты оперативно выйдут на связь и проконсультируют. При необходимости поможем определиться с выбором и рассчитаем предварительную стоимость услуги.
Оборудование для галтовки металла
— Вибрационное галтовочное оборудование.
Принцип работы вибромашины заключается в передаче вибрации определённой частоты и амплитуды от специального вибрационного привода на рабочую область машины. Параметры вибрации настроены таким образом, что бы галтовочный наполнитель с обрабатываемыми изделиями совершали круговое вращение относительно продольной оси машины.

Для машин лоткового типа вращение наполнителя внутри галтовочной чаши описывает обычный круг. Для машин круглого типа вращение наполнителя может быть описано более сложной фигурой в виде закручивающейся спирали по поверхности тора. Во время этого движения происходят частые микро соударения галтовочных тел с поверхностью изделий, что приводит к абразивному съему материала с поверхности изделий – процесс шлифовки, либо к заглаживанию неровностей на поверхности изделий – процесс полировки.На сегодняшний день вибрационные машины являются самыми популярными галтовочными машинами.
— Роторное галтовочное оборудование.
Принцип работы роторного оборудования заключается в передаче вращения галтовочному наполнителю и обрабатываемым в нём заготовкам с помощью механического на них воздействия лопаток роторной тарелки находящейся на дне галтовочного барабана.
Конструктивно роторная машина представляет собой неподвижную чашу внутренняя поверхность, которой покрыта полиуретаном в виде ступенчатого профиля специально разработанного для придачи закручивающего вращения при движении наполнителя и заготовок внутри чаши. На дне чаши располагается роторная тарелка с выступающими лопатками. При вращении исполнительного механизма наполнитель, увлекается за лопатками тарелки и одновременно отражаясь от стенок галтовочного барабана, получает движение в виде спирали описывающей поверхность тора – торообразное движение.
Несомненным достоинствам роторных машин является их высокая производительность. Но широкое распространение этого типа машин ограничено небольшой максимальной массой и маленькими габаритными размерами обрабатываемых заготовок.
— Галтовочные машины барабанного типа.
Галтовочные машины барабанного типа представляют собой емкость (барабан, бочка), вращающуюся вокруг горизонтальной оси. Обработка заготовок происходит за счет постоянного перемешивания галтовочного наполнителя и изделий внутри барабана.

Галтовочные барабаны имеют несколько существенных недостатков:
— самая низкая производительность среди галтовочных машин
— невозможность провести качественную шлифовку и чистовую полировку изделий, из-за практически отсутствующей возможности проведения мокрого типа галтовочной обработки.
Несмотря на свою низкую производительность, на единицу затраченной электроэнергии, галтовочные машины барабанного типа DM имеют самую низкую стоимость и самую простую конструкцию среди всех галтовочных машин.
Простота изготовления делает этот тип машин самым распространённым на рынке металлообработки, но применение их очень ограничено. На сегодняшний день барабанные галтовочные машины применяются в основном для грубой обработки изделий после литья (снятия облоя, литников и т.д.)
Моря и океаны, реки и ручьи за сотни лет превращают остроугольные камни в гальку. Нечто подобное можно получить за относительно короткое время с помощью шлифовальных средств. Этот процесс называется галтовкой.
Для галтовки неправильных природных камней применяют станки с шлифовальными барабанами.

Галтовочный станок и принцип его действия: а — станок (в разобранном и собранном виде); б — начало работы станка; в — работа станка при пониженных оборотах барабана; г — работа при оптимальных оборотах барабана; д — работа при повышенных оборотах барабана
Барабаны бывают двух типов — узкие и широкие. У барабанов первого типа длина меньше диаметра, а у второго — наоборот. В узких барабанах шлифование происходит быстрее, поскольку в них камень испытывает значительно большее давление, чем в широком барабане. Шлифовальные барабаны должны работать без перерыва длительное время и быть почти бесшумными. Их делают из резины, пластмассы, текстолита, оргстекла. Барабаны приводятся в движение при помощи электромотора, через клиноременную передачу, с использованием подшипников скольжения. При клиноременной передаче диаметр шкивов и скорость вращения электромотора подбирают таким образом, чтобы галтовочный барабан вращался со скоростью 70—80 об/мин. Иногда для уменьшения числа оборотов электродвигателя применяют редуктор. Для загрузки и выгрузки камней, шлифовального порошка и воды в боковой стенке барабана есть отверстие, плотно закрываемое крышкой.
Вместе можно галтовать только те камни, которые имеют примерно одинаковую твердость, вязкость и хрупкость. Если это условие не выполнить, то одни камни будут почти размолоты, другие едва потеряют грани. Размеры галтовочного барабана зависят от размера, веса и объема камней и представлены в следующей таблице:
| Размер барабана, см | Общий вес камней, кг | Размер камней, см |
| 11х8 | 0,5 | до 2 |
| 11х12 | 1,0 | до 2 |
| 16х11 | 1,5 | до 2 |
| 20х11 | 2,0 | до 3 |
| 20х21 | до 4,0 | до 4 |
Барабан заполните камнями, добавьте шлифовочный материал (карборунд или электрокорунд с зернистостью порошка 120 мкм) из расчета 60 г на 1 кг камней и налейте воды до 3/4 объема барабана. Иногда вливают еще слабый раствор стирального порошка, который смягчает режущую способность абразива и облегчает удаление ненужного материала.
Галтовка твердых камней ускорится, если положить в барабан стальные шарики. Их должно быть вдвое больше, чем камней. Чаще всего применяют шарики диаметром 3—8 мм. Мельче брать невыгодно, т. к. давление их на камни незначительно, галтовка затянется. Камни и шарики должны заполнять не более 60 % объема барабана.
Хорошую полировку можно получить за 2—3 суток. Раз в сутки барабан нужно остановить (а если применять металлические шарики, — чаще), открыть, удалить образовавшийся шлам и осмотреть обрабатываемые камни.
При галтовке мелкого янтаря вместо шлифпорошка можно применять мытый кварцевый песок.
Перед полировкой камни и барабан тщательно отмойте от шлифпорошка, чтобы избежать при полировке царапин, загрузите камни в барабан, залейте их водой, добавьте стиральный порошок и засыпьте полировочный материал из расчета 50 г на 1 кг камней.
Для предупреждения скола мягких и хрупких камней барабан иногда на 20% заполняют обрезками кожи, войлоком, бумагой, древесными опилками или мелкой пробкой.
Галтование

Одним из самых распространенных видов этого процесса металлообработки – является сухое галтование. Он используется для удаления с поверхности мелких и средних деталей заусениц, выступов и углублений, а также для дальнейшего их полирования, которые можно удалить и с помощью резки металла .
Менее распространенным способов обработки металла является – мокрое галтование. Не смотря на то, что этот способ менее распространен – он показывает великолепные результаты для разнообразной металлообработки : средних и мелких деталей, а также позволяет выполнять все рабочие действия на одном оборудовании, не перегружая его; проделывает обезжиривания до отличной степени чистоты, а также производит травление, глянцевания до яркости и полировку, великолепную промывку детали и конечную сушку.
Процесс галтования : Сущность самого процесса состоит в том, что в колокол или барабан загружаются детали, которые при его вращении трутся друг об друга, причем трение увеличивается за счет тяжести высокого слоя деталей, который давит на нижний слой. Если хорошо перемешать детали с залитым раствором, т.е. с галтовочным материалом, то это значительно ускорит процесс обработки металла .
Оборудование для галтования: Чаще всего процесс галтования проводится в барабанах. Детали такого барабана из-за интенсивного движения и большого давления могут быть помяты, поэтому детали с большой массой чаще подлежат металлообработки в колоколах. Барабаны чаще всего бывают наливные и погруженные, а колокола – практически только наливные, за некоторым исключением применяются и погруженные.
Наливные барабаны изготавливаются из стали, чугуна и даже дерева, а погруженные – исключительно из стали. Наливные барабаны из чугуна и стали изнутри обрабатывают деревом, пластмассой или резиной. Это значительно уменьшает изнашиваемость и шум барабана.
Для более лучшего перемешивания при обработке металла и колокола, и барабаны изготавливаются шестигранными или восьмигранными. Поскольку колокол устанавливается под углом к вертикали, то он может быть изготовлен в виде гладкого конуса. Барабан также может иметь гладкую форму, но тогда ось вращения барабана должна быть расположена под неким углом по отношению к оси барабана, это все проделывается с целью улучшения перемешивания.
 Крышка барабана обязательно должна плотно закрываться, резиновая прокладка позволяет сделать этот процесс герметичным, для того, чтобы во время мокрой металлообработке не выливался раствор, а при сухой обработки металла галтованием не вылетала пыль.
Крышка барабана обязательно должна плотно закрываться, резиновая прокладка позволяет сделать этот процесс герметичным, для того, чтобы во время мокрой металлообработке не выливался раствор, а при сухой обработки металла галтованием не вылетала пыль.
Эксплуатация оборудования для галтования: Процесс галтования идет интенсивнее тогда, когда колокол или барабан во время обработки металла вращается быстрее, но скорость повышать беспредельно нельзя. Для каждого колокола или барабана обозначена полностью зависящая от его внутреннего размера максимальная скорость, при которой центробежная сила при вращении барабана прижмёт делали к стенкам, и они начнут вращаться вместе с барабаном или колоколом, как одна масса метала, лишь после этого галтование прекращается.
Само предельное вращение , полностью зависит от окружность и ее диаметра дна колокола или торца барабана и никак не зависит от веса загрузки.
Во время процесса металлообработки мокрым галтованием применяют речной песок(обязательно очищенный), фарфоровый бой, мелкую гальку или стальные шарики.
Растворы для галтования : Если деталь должна быть заглажена только на поверхности, то мокрое галтование можно проделывать с раствором хозяйственного мыла 5 гл. Для травления и обезжиривания применяют любые растворы, которые применяются в гальванотехнике для этих целей. Травильный раствор берется с ингибитором травления (ЧМ, КС и другие) для того, чтобы не портился чугунный или стальной барабан, даже если он футирован.
Обработка металлов галтованием является одним из самых распространенных способов металлообработки и не требует резки металла для его дальнейшей обработки.
Основные тенденции развития ювелирного производства в РФ
Мировой финансовый кризис 2008-2009 гг. негативно повлиял на все отрасли отечественной промышленности. В российском ювелирном производстве по данным ГИПН РФ (Государственная инспекция пробирного надзора) за период с декабря 2008 г. по октябрь 2009 г. количество ювелирных предприятий сократилось на 30%. В этот же период только по г. Москве и Московской обл. около 600 фирм-производителей ювелирной продукции объявили себя банкротами. В сложной экономической ситуации выжить удалось мелкосерийным и эксклюзивным производствам с гибким технологическим процессом или предприятиям с большим оборотным капиталом.
В настоящее время ювелирная промышленность начинает возрождаться. II квартал 2010 года ознаменовал себя резким увеличением потребительского спроса на ювелирную продукцию. В связи с этим были сформированы основные тенденции развития ювелирных предприятий:
1) минимизация ручного труда,
2) внедрение в технологический процесс инновационных технологий,
3) снижение оборотного металла,
4) повышение экологичности на производстве,
5) переезд крупносерийных производств в регионы РФ
Эти меры позволили снизить себестоимость и повысить качество продукции для повышения конкурентоспособности предприятия.
Основные тенденции развития
1) Минимизация ручного труда
За последние несколько лет был сделан большой прорыв в области RP-технологий (Rapid Prototyping – быстрое прототипирование). Если раньше весь модельный ряд на производстве изготовлялся традиционным способом – вручную опытным ювелиром-модельером, то в настоящее время, практически все ювелирные предприятия перешли на объёмное компьютерное моделирование, с последующим производством моделей из полимерных, восковых или порошковых материалов. [1]
Преимущества данного перехода являются очевидными:
– высокая геометрическая точность изготавливаемых моделей,
– низкая шероховатость поверхностей,
– возможность изготавливать модели любой сложности,
– минимальные сроки изготовления,
– невысокая стоимость изготовления, по сравнению с традиционными методами.
На сегодняшний день на мировом рынке представлен целый ряд RP-оборудования, отличающегося друг от друга, как по цене, так и способу изготовления модели. Рассмотрим основные из них:
– SLA (Stereo Litography Apparatus) — послойное выращивание модели с помощью ультрафиолетового лазера (рис.1),
– SGC (Solid Ground Curing) — сложный многоэтапный процесс с использованием ультрафиолетового лазера и фрезерной обработки каждого слоя,
– SLS (Selective Laser Sintering) — лазерное спекание порошковых компонентов,
– LOM (Laminated Object Manufacturing) — изготовление объектов посредством ламинирования слоёв (рис.2),
– FDM (Fused Deposition Manufacturing) – послойное наложение расплавленной полимерной нити,
– TDP (Three Dimentional Printer) — трёхмерная печать объектов из восковых материалов (рис.3) Этот вид оборудования из-за своей простоты и компактности получил наибольшее распространение в ювелирном производстве. Лидерами по производству оборудования являются такие фирмы как Solidscape (США), Objet Geometries (США).

Рис.1 SLA-установка, 3D-Systems

Рис.2 LOM-установка, Cubic Technologies

Рис.3 3D-принтер, Objet Alaris 30
1.2 Финишные операции на ювелирном производстве
Операция шлифования и полирования поверхностей одна из самых ответственных и длительных на любом ювелирном предприятии. В настоящее время производства стремятся использовать современное галтовочное оборудование с оптимальными шлифовальными и полировальными циклами для достижения высокого качества поверхности.
Преимущества использования галтовочных установок:
– снижение потери металла,
– достижения высокого качества поверхностей в труднодоступных местах в изделиях со сложной конфигурацией,
– сокращение рабочей силы в 5-6 раз.
Типы галтовочного оборудования:
– магнитные галтовки (рис.4),
– турбогалтовочные установки (рис.5),
– роторные галтовки,
– вибрационные галтовки,
– барабанные галтовки (рис.6)

Рис. 4 Магнитная галтовочная установка

Рис.5 Турбогалтовочный комплекс

Рис.6 Барабанная галтовочная установка
Так же идёт тенденция к комбинированному использованию нескольких типов галтовок в одном технологическом цикле для окончательной обработке поверхностей изделий.
2) Внедрение современных технологий
2.1 Литьё с камнями
Сама по себе данная технология не является новинкой, но в сложившейся экономической ситуацией всё больше и больше производств приходят к заключению, что внедрение данной технологии приведёт к большому экономическому эффекту. Особенно это касается крупносерийных предприятий ориентированных на производство изделий с синтетическими камнями. [3]
Суть технологии заключается в закреплении камней не в готовое металлическое изделие, а в восковую модель. При стоимости закрепке 1 камня в металл – 5 руб., и 1 камня в воск – 50 коп. целесообразность внедрения и развития данной технологии очевидна.
2.2 Барьерные технологии
Подавляющее большинство предприятий, специализирующихся на производстве серебросодержащих изделий, покрывают их слоем других драгоценных металлов. Это производят с помощью гальванических установок.
Покрытие, нанесенное слоем золота называется золочением, слоем родия – родирование, слоем палладия – палладирование и т.д. Поверхности изделий из сплавов серебра подвержены окислению и коррозии. Для защиты изделий от внешнего воздействия окружающей среды, а так же для придания им фантазийных цветов (таких как зелёный, синий и проч.) применяется этот процесс.
Проблема технологии заключается в том, что нанесённый слой драгоценного металла недолговечен. Для повышения износостойкости изделий была специально разработана и в настоящее время внедряется «барьерная технология нанесения электрохимических покрытий». Сущность технологии заключается в послойном нанесении драгметаллов на изделие – 2 или 3 слоя. Первые слои из менее дорогих металлов, заключительный слой, как правило – родий. Например, сначала никелирование, а затем родирование. Предварительные исследования показали, что износостойкость поверхности изделия увеличивается в 3-4 раза. [4]
2.3 Лазерные технологии
Развитие лазерных технологий не обошло стороной и ювелирную промышленность. Основное применение лазера в настоящее время это замена операции пайки на операцию сварка. Пайка производится вручную с помощью газовой горелки и припоя (жидкого или твёрдого) с последующей химической и механической обработкой спаянного места. Лазерная сварка позволяет получать неразъёмные соединения с минимальной потерей на последующую обработку сварного шва. Основной недостаток технологии лазерной сварки – высокая стоимость оборудования (рис.7).
Рис. 7 Лазерная установка ALS 35S
3) Снижение оборотного металла
Одной из основных проблем любого ювелирного предприятия была и остаётся проблема движения металла между разными циклами производства. Современное предприятие нацелено на снижение оборотного металла, с целью снижения оборотного капитала и повышение оборачиваемости средств.
Основные направления в этой области:
– моделирование литниково-питающей системы, а именно: уменьшение длины питателей, уменьшение диаметра центрального стояка и пр.,
– увеличение габаритов заливаемых опок, с целью увеличения количества отливаемых изделий за 1 литейный цикл,
– регулирование литейного процесса, оптимальное количество опок заливаемых в день для данного типа производства
4) Повышение экологичности производства
Экология производства в общем нацелена на снижение уровня запыленности в цехах, что положительно влияет на здоровье сотрудников фирмы, а так же на экономическую выгоду от снижения нормативных потерь. За последние несколько лет уровень нормативных потерь с 6-8% снизился до 2%. На языке цифр для крупного производства с оборотом 100 кг золота/мес. экономия составляет порядка 4 000 000 руб ежемесячно.
Для достижения таких результатов необходимо:
– внедрение многоступенчатых фильтров в систему вентиляции на каждом участке производства,
– применение экологического оборудования,
– использование системы вытяжки на каждом персональном рабочем месте ювелира для непрерывного сбора отходов драгоценных металлов
Пример экологического оборудования – полировальный станок нового поколения Angel Twin с запатентованной системой воздушно-водяной фильтрации отходов (рис. 8). Технология обеспечивает полную рекуперацию драгоценных металлов.

Рис.8 Полировальный станок Angel
5) Переезд крупных предприятий в регионы РФ
Данная тенденция направлена на снижение арендной платы и уменьшение фонда заработных плат. Несмотря на все вышеперечисленные тенденции, некоторые крупные производства поступили именно так: организовали переезд предприятия в Костромскую или Пермскую области без каких либо изменений и нововведений в технологическом процессе.
Резюме
Период 2008-2009 гг преподнес отечественным производителям ювелирной продукции серьёзный урок. Для того, что бы производство было рентабельным и приносило прибыль необходимо выполнение следующего:
– стремиться к достижению гибкости производства, т.е. возможности в экстремальных условиях на рынке переходить с производства одного вида продукции на другую в кротчайшие сроки. Практика показала, что в условиях кризиса смогли выжить предприятия, которые смогли перейти с производства ювелирных изделий из золотых сплавов на серебряные.
– грамотное планирование производства, управление финансовыми потоками и циклами производства. Приобретение нового оборудования и внедрение прогрессивных технологий.
– гибкая ценовая политика на достаточно высоком конкурентном рынке. Снижение себестоимости и затрат на производство, повышение качества ювелирных изделий.