Оборудование для производства электродвигателей
Производство электродвигателей
Электродвигатели весьма востребованное устройство, применяемое в самых разных отраслях. Именно поэтому специализированные предприятия производят электромоторы самой различной конфигурации и имеющие разнообразные рабочие показатели. Так, двигатели малых размеров весьма широко применяются для изготовления различных игрушек. При этом существуют электродвигатели поистине исполинских размеров применяемых на кораблях или электропоездах.
Оборудование для производства электродвигателей
Для производства электродвигателей наиболее оптимально использовать комплексные производственные линии. В комплектацию таких линий входят:
1. Оборудование для сборки-сварки статоров.
2. Станки для сборки-сварки роторов.
3. Оборудование для изоляции пазов статора.
4. Аппаратура, отвечающая за намотку катушек статора.
5. Станки, обеспечивающие установку обмотки в пазы статора.

6. Оборудование для разжима обмотки статора.
7. Аппаратура, обеспечивающая формировку обмотки статора.
8. Станки для бандажа обмотки статора.
9. Оборудование для пропитки и сушки обмотки статора.
Технология производства электродвигателей
Такой процесс, как производство электродвигателей, весьма технологичен и проводится в некоторое количество этапов. Изначально необходимо приобрести и поставить материалы и комплектующие. Весьма важным моментом производства электродвигателей является проведение контроля службой ОТК, поступающих на склад предприятия материалов. Данный фактор обусловливается тем, что для производства электродвигателей необходимы лишь качественные материалы, чем обеспечивается надёжность готового изделия.
Последовательность работы высокотехнических линий по производству электродвигателей:
1.Изготовление металлических комплектующих. Наиболее часто для данного процесса используется чугун. Для плавки чугуна применяются печи, работающие по принципу индукции. Само же литьё осуществляется в специальные песчано-глинистые формы (при этом, согласно технологии изготовления, формы должны быть сырыми).

2. Изготовление лёгких металлических составляющих. В основном, в качестве сырьевой массы для осуществления данного процесса, применяется алюминий. Литьё производится в специальные пресс-формы. Сам же процесс осуществляется с применением специальных литьевых машин, обеспечивающих литьё под давлением.
3. Получение полимерных элементов при производстве электродвигателей. Технологическая операция обеспечивается специальным оборудованием – термопластавтоматами.
4. Заготовление вала. Вал производится из металлопроката. Для получения заготовки под валовое устройство, нужно отрезать кусок изделия, установленной длинны.
5. Крепёжные соединения в производстве электродвигателей. Закупается или производится отдельными цехами механической обработки. Стоит обратить внимание, что из всего крепежа дополнительную обработку проходят лишь метизы.
6. Изготовление листов статора и ротора. Происходит с применением пресса из особой стали, а именно рулонной электротехнической. Для повышения безопасности используются различные приспособления для подачи материала на пресс.
7. Обработка листов ротора. Их спрессовывают и покрывают алюминиевой обливкой.

8. Обработка листов статора. Включает в себя спрессовку и скрепление скобами.
9. Изоляция. Производится листовыми материалами.
10. Обмотка. В процессе производства электродвигателей производится как на специальном оборудовании, так и вручную.
11. Испытания сердечников. Необходимая мера перед процедурой пропитки.
12. Механическая обработка комплектующих, в производстве электродвигателей. Осуществляется подобный процесс на аппаратных станках и оборудовании с ЧПУ.
13. Сборка и обработка ротора. Осуществляется на универсальных станках.
Оборудование для изготовления обмоток электродвигателей и трансформаторов

Печь сушильная конвективная двухсекционная
Печь сушильная конвективная двухсекционная
Печь сушильная конвекционная для обмоток и катушек электродвигателей, (установка сушильная) двухсекционная предназначена для конвективной сушки различных деталей и изделий. Режим сушки поддерживается автоматически шкафом управления. Все электрооборудование установки выполнено во взрывозащищенном исполнении. Установлены средства автоматического пожаротушения Тунгус-4 на каждую секцию. Автоматизированная сушильная печь для конвекционной сушки электрических машин производства ОАО “Севкавэлектроремонт”.
- поддержание температуры в требуемом диапазоне с необходимым количеством шагов и временем (задается в параметрах прибора);
- блокировка двери при температуре в печи свыше 70 градусов при помощи электромагнитного замка;
- включение автоматического освещения при открытии двери;
- возможность настройки режима нагрева и времени в каждой секции по отдельности.
Сопутствующее сушильное оборудование для обмоток электрических машин:

Пресс гидравлический для опрессовки и выпечки катушек КЭМ РИФЖ 043149.005
Пресс гидравлический для опрессовки и выпечки катушек КЭМ РИФЖ 043149.005
Пресс гидравлический (гидроскоба) для опрессовки обмоток статоров электродвигателей четырехблочный РИФЖ 043149.005. Пресс гидравлический предназначен для опрессовки и термообработки пазовых частей катушек крупных электрических машин.

Станок намоточный тихоходный универсальный РИФЖ 442122.005
Станок намоточный тихоходный универсальный РИФЖ 442122.005
Станок намоточный для обмоток трансформаторов с задней бабкой, предназначен для намотки катушек / обмоток трансформаторов из проводников круглого и прямоугольного сечения.
Намоточный станок состоит из следующих основных узлов и механизмов: передняя бабка, станина, планшайба, задняя бабка, электрический шкаф управления. Передняя бабка является основным элементом, на ней располагается планшайба и привод планшайбы. Рама представляет собой сварную конструкцию, на которой размещена задняя бабка и направляющие, по которым перемещается задняя бабка. Планшайба предназначена для закрепления на ней шаблонов для намотки катушек.
Срок службы станка намоточного тихоходного универсального с задней бабкой РИФЖ 442122.005 составляет 10 лет.
Намоточное оборудование производства ОАО “СКЭР” Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию.

Пресс для формовки секций обмоток электродвигателей РИФЖ 043149.010
Пресс для формовки секций обмоток электродвигателей РИФЖ 043149.010
Пресс формовочный пневматический предназначен для формовки секций обмоток электродвигателей на шаблонах, после предварительной растяжки жестких секций обмоток статоров электромашин из заготовок «Лодочка». Заготовка укладывается в шаблон, после чего происходит формовка при помощи пневматического привода. Оборудование для формовки производства ОАО “СКЭР”.
Возможно изготовление шаблонов по техническому заданию заказчика.

Установка сушильная (печь сушильная) РИФЖ 681591.017
Установка сушильная (печь сушильная) РИФЖ 681591.017
Установка сушильная (печь сушильная) предназначена для сушки изоляции обмоток электродвигателей после пропитки, а также для сушки лакокрасочного покрытия изделий. Сушка осуществляется интенсивным обдувом изделий рециркулируемым воздухом, нагреваемым в электрокалорифере по программе, задаваемой пользователем. Изделие устанавливается на тележку, после чего при помощи электромеханического привода помещается в сушильную камеру, где происходит сушка с заданной температурой. Режим сушки поддерживается автоматически шкафом управления. Оборудование сушки изоляции обмоток производства ОАО “СКЭР”. Гарантия на оборудование 12 месяцев.
Установка сушильная состоит из следующих основных элементов:
- Приводная станция;
- Рельсовый путь;
- Печь сушильная электрокалориферная;
- Тележка;
- Ролик натяжной.
Все электрооборудование установки выполнено во взрывозащищенном исполнении.

Станок отрезной для правки и резки медной шины РИФЖ 443141.003
Станок отрезной для правки и резки медной шины РИФЖ 443141.003
Станок отрезной для протяжки и резки медной шины предназначен для формирования заготовок медного провода заданной длины. В процессе формирования заготовки, происходит рихтовка медной шины с последующей резкой при помощи пневматической гильотины. Благодаря высокой точности, станок позволяет выпускать заготовки одной длины в автоматическом режиме, действия оператора при этом сводятся к минимуму. Оборудование производства ОАО “СКЭР”.
Возможно изготовление по техническому заданию заказчика.

Многоярусная установка для опрессовки и испытания секций якорных катушек тяговых электродвигателей РИФЖ 043261.002
Многоярусная установка для опрессовки и испытания секций якорных катушек тяговых электродвигателей РИФЖ 043261.002
Многоярусная установка предназначена для опрессовки и испытания изоляции катушек якоря тяговых двигателей ЭДУ-133Р, ЭД-150
В конструкцию установки могут быть внесены изменения адаптирующие её к конкретным условиям работы. Оборудование производства ОАО “Севкавэлектроремонт”.

Ножницы рычажные ручные РИФЖ 043359.001
Ножницы рычажные ручные РИФЖ 043359.001
Ножницы рычажные ручные предназначены для порезки изоляционных материалов, применяемых при ремонте электродвигателей. Ножницы имеют передвижной упор, выставляемый на требуемую ширину отрезаемой полосы по линейке, укрепленной на верхней поверхности станины. Производитель оборудования ОАО “Севкавэлектроремонт”.
Ножницы рычажные состоят из следующих основных элементов:
- Прижим;
- Рычаг с ножом;
- Станина;

Пресс для рихтовки секций обмоток статоров РИФЖ 043421.002
Пресс для рихтовки секций обмоток статоров РИФЖ 043421.002
Пресс предназначен для рихтовки секций обмоток статоров крупных электрических машин в процессе их изготовления. Рихтовка прямолинейных частей производится в пресспланках, лобовых частей – на шаблонах. Электроремонтное оборудование производства ОАО “Севкавэлектроремонт”.
Пресс состоит из следующих основных конструктивных элементов:
- Цилиндр;
- Шток;
- Каркас;

Пресс электромеханический для опрессовки и выпечки изоляций секций обмоток статоров РИФЖ 043149.001
Пресс электромеханический для опрессовки и выпечки изоляций секций обмоток статоров РИФЖ 043149.001
Пресс электромеханический для опрессовки и выпечки изоляций секций обмоток статоров предназначен для опрессовки и выпечки пазовых частей катушек (жестких секций) крупных электрических машин. Опрессовка и выпечка изоляции прямолинейных частей секций обмоток КЭМ происходит в сменных пресс-планках. Пресса могут быть изготовлены также трех и четырехблочными и т.д., с соответствующим увеличением усилия прессования и прессуемой длины. Оборудование производства ОАО “СКЭР”.

Приспособление для перемотки изолировочных лент РИФЖ 442126.001
Приспособление для перемотки изолировочных лент РИФЖ 442126.001
Приспособление для перемотки изолировочных лент предназначено для перемотки бумажных и тканных лент с бобин большого диаметра на бобины меньшего диаметра, удобные в работе.
Приспособление состоит из следующих основных конструктивных элементов:
- Электродвигатель;
- Ограждение;
- Узел намотки;
- Натяжные ролики;
- Узел смотки;

Станок для изготовления пазовых клиньев РИФЖ 042211.002
Станок для изготовления пазовых клиньев РИФЖ 042211.002
Станок для изготовления пазовых клиньев предназначен для изготовления из гетинакса или стеклотекстолита пазовых клиньев для фиксации обмоток в пазах статоров электрических машин. Электроремонтное оборудование производства ОАО “Севкавэлектроремонт”. Гарантийный срок – 12 месяцев со дня ввода в эксплуатацию.
Станок изготовления гетинаксовых и стеклопластиковых пазовых клиньев состоит из:
- Станины с приводом;
- Зажима;
- Отсоса;
- Головки фрезерной;
- Суппорта;
Оборудование, станки и оснастка для изготовления, замены и ремонта обмоток и катушек электродвигателей купить. Оборудование и устройства для перемотки трансформаторов и электродвигателей от завода изготовителя. Оборудование для изготовления жестких секций обмоток, всыпных обмоток электродвигателей постоянного и переменного тока, комплекс оборудования для изготовления электродвигателей. Станки для изготовления обмоток силовых трансформаторов. Намоточное оборудование, оснастка и приспособления: намоточные станки для обмоток электродвигателей и трансформаторов, изолировочные для наложения корпусной изоляции и лентоизолировочные станки настольного и мостового типа. Оборудование для опрессовки и выпечки катушек, формовочное оборудование. Баки пропиточные, установки, ванны пропиточные для катушек и обмоток электродвигателей и трансформаторов, вакуумные пропиточные установки. А также оборудование для изготовления стержней турбо и гидрогенераторов от производителя ОАО “Севкавэлектроремонт”.
Оборудование для производства двигателей
- Машина для производства трансформаторов
- Профилегибочные машины
- Оборудование для производства воздуховодов
- Оборудование для производства трубопроводов
- Прессы для штамповки, вырубки и гибки
- Линия поперечной и продольной резки
- Сварочное оборудование
- Станок для гибки проволоки
- Оборудование для испытания трансформаторов
- Токарно-давильный станок
- Сушка, плавка, пропитка
- Перемещение и транспортировка
- Детали машин
- Другие машины
- Полностью автоматическая машина для изготовления одноразовых масок
- Установка для напыления полиуретана
- Гидравлический таран
- Линия для производства труб большого диаметра
- Вакуумная мешалка
- Машина по производству бумажных палочек
- Машина для изготовления ватных палочек
- Оборудование для производства двигателей
- Оборудование дробеструйной очистки
- Станок для производства просечно-вытяжной сетки
- Машина для производства планок для жалюзи
- Машина для производства ребер радиаторов
- Оборудование для термического напыления
- Линия для производства опоры и столбов уличного освещения
- Линия для производства двутавровой балки
- Чеканочный пресс
- Машина для литья под давлением
- Установка для инжекции пенополиуретана
- Оборудование по производству аккумуляторов
- Оборудование для производства сталефибробетона

Оборудование для производства двигателей
Оборудование для намотки катушек обмоток ротора особенно часто используется для намотки катушки для роторов электродвигателей. Это устройство оснащено системой управления с ПЛК, операционным сенсорным экраном, а также автоматическим устройством перемещения проволоки.
Наше оборудование для намотки секций обмоток статора подходит для обмотки катушек, используемых в статорах двигателей. Производительность машины достигает 8 витков в единицу времени (максимум). Специальный контроллер позволяет установить заданный ряд параметров, таких как автоматическая передача расстояния, отправная точка, медленный запуск, медленная остановка, автоматический запуск, автоматическое самонаведение, и так далее.
1. Машина для укладки обмоток статора в основном используется для одновременной вставки катушки и бумаги для пазовой изоляции в пазы статора.
2. Осуществляется автоматическая подача бумаги для пазовой изоляции, после чего производится формование, резка, позиционирование, а также вставка в пазы статора.
3. Необходимая длина бумаги заранее устанавливается на сенсорном экране. Кроме этого, как скорость вставки катушки, так и метод вставки бумаги для пазовой изоляции могут быть заданы для двигателей с различными параметрами.
4. Наше оборудование для укладки обмотки статора управляется двигателем переменной скорости с сервоприводом.

Станок для бандажирования обмоток статора предназначен для обвязки катушек статора. Оборудование оснащено системой управления с ПЛК, и управляется серводвигателем. Машина для бандажирования катушек статора выполняет операции прессования, поворачивания, подачи нити, резки, и т.д. Представляет собой одноголовочное обвязочное оборудование. Мы также поставляем двух-головочные машины для бандажирования обмоток статора.

1. Ножницы для формовки и резки бумаги для пазовой изоляции предназначены для производства бумаги для изоляции паза, используемой в двигателях. Это оборудование автоматизировано благодаря оснащению системой управления с ПЛК от тайванского производителя Delta Electronics.
2. Шаговый двигатель управляет прецизионным механизмом подачи бумаги.
3. Через монитор вывода текста, расстояние и скорость подачи устанавливаются заранее.
4. Регулируемое устройство нагревания обеспечивает лучший результат формования. Температуры нагрева варьируется в зависимости от свойств различных материалов.

Это оборудование предназначено для вставки бумаги для пазовой изоляции в пазы статора. Машина оснащена системой автоматического управления операциями. К функциям оборудования для укладки бумаги для изоляции паза относится подача бумаги, формование, складывание, вставка и поворачивание статора.
Для пазов статора различных размеров, необходимо предварительно изменить параметры штампа заготовки. Процесс смены и корректировки штампа занимает примерно полчаса и очень прост и удобен.
Мы также занимаемся поставкой любых других машин для производства двигателя. Пожалуйста, свободно обращаться к нам для получения дополнительной информации.
Изготовление статоров, роторов и электродвигателей

Пример производственной линии для изготовления статоров:
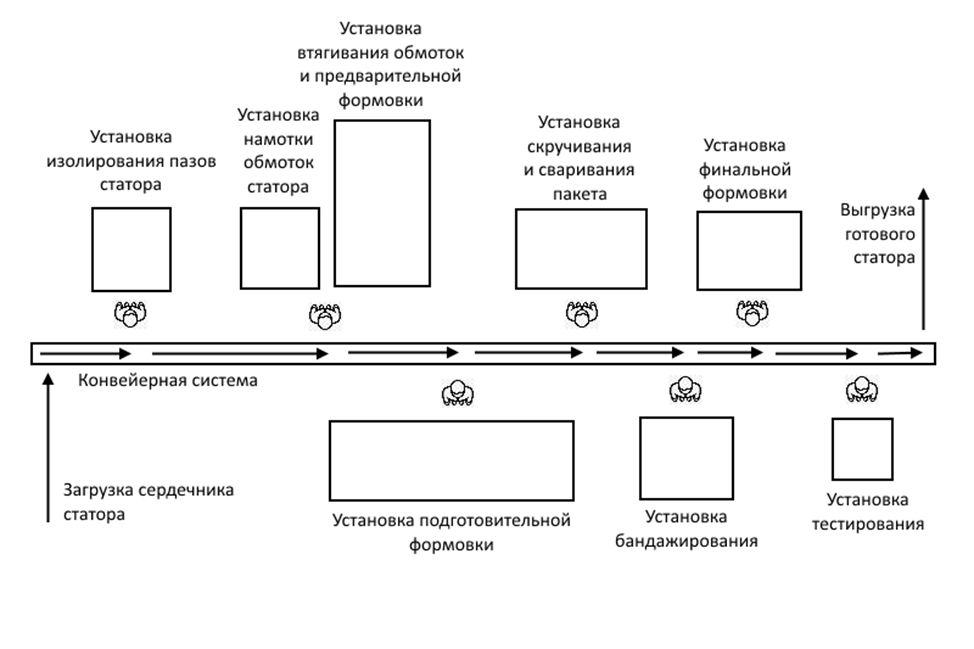
Этапы технологического процесса:
1) Загрузка сердечника. Сердечник статора устанавливается в конвейерную систему. Сердечник укладывается в специально изготовленный лоток, который передвигается по конвейерной системе.
2) Изолирование пазов. Оператор устанавливает сердечник в установку изолирования пазов статора горизонтального типа CZDW2-300/400. Далее, оператор нажимает кнопку «СТАРТ», после чего система автоматически изолирует все пазы сердечника. Оператору требуется только изъять сердечник из системы и установить его на конвейер.
3) Намотка катушек. Оператору требуется закрепить конец провода на оснастке и нажать «СТАРТ». Установка RX4-650 начнет намотку катушек на оснастку. После окончания процесса намотки, оператору требуется снять катушки с оснастки и переместить их на следующий этап производства
4) Втягивание обмоток и предварительная формовка. Статор после изолирования пазов по конвейеру перемещается до данного этапа. Сначала оператору требуется установить катушки (обмотки) на оснастку системы QKW1-300/400. Далее оператор устанавливает статор в систему и нажимает кнопку «СТАРТ». Установка автоматически произведет втягивание обмоток в пазы статора и произведет предварительную формовку. После окончания процесса оператору требуется изъять статор из установки и установить его на конвейер.
5) Подготовительная формовка. Далее статор по конвейеру перемещается на этап подготовительной формовки. Подготовительная формовка требуется для дальнейших процессов скручивания пакета и бандажирования. Оператору требуется установить статор в установку Z2XW2-400/300 и нажать кнопку «СТАРТ». Система произведет формовку лобовых частей. Далее оператор изымает статор из системы и устанавливает его на конвейер для дальнейшего движения.
6) Скручивание и сварка пакета. Оператор устанавливает статор в установку ND-B-LXHJ-300 и нажимает кнопку «СТАРТ». Система фиксирует статор и производит скручивание пакета до заданного угла. После этого система производит сварку пакета. После окончания процесса оператору требуется установить статор на конвейер.
7) Бандажирование. Оператор устанавливает статор в установку BXIW2-300/320 и нажимает кнопку «СТАРТ». Система производит бандажирование одной стороны статора. Далее оператор переворачивает статор, и система производит бондажирование второй стороны. Далее оператор устанавливает статор на конвейер.
8) Финальная формовка. Процесс финальной формовки идентичен процессу предварительной формовки. Оператор устанавливает статор в установку Z3XW2-300/400 и нажимает кнопку «СТАРТ». Система произведет финальную формовку лобовых частей согласно ТЗ. Далее оператор изымает статор из системы и устанавливает его на конвейер для дальнейшего движения.
9) Тестирование. Оператор устанавливает статор в установку тестирования ND-TS-8912-036. Установка оснащена двумя станциями. Если оператор устанавливает статор в левую станцию, закрывает ее кожухом и нажимает «СТАРТ». Установка начинает проверку параметров статора. Если параметры неверны, машина даст звуковой сигнал. Во время процесса тестирования, оператор может установить второй статор во вторую станцию системы. Далее производится выгрузка готового проверенного статора, либо его установка на конвейер для дальнейшего передвижения.
Поставки оборудования для производства электродвигателей из России
Статистика поставок
| Код тн вэд | Поставки | Количество |
| 8501523000 | Двигатели переменного тока многофазные прочие: мощностью более 7.5 квт,ноне более 37 квт | 3 |
| 8501000000 | 3 | |
| 8465960000 | Станки рубильные, дробильные или лущильные, для обработки дерева, пробки, кости, эбонита, твердых пластмасс или аналогичных твердых материалов | 2 |
| 8479899708 | Машины и механические приспособления прочие | 2 |
| 8501510001 | Двигатели переменного тока многофазные прочие: мощностью не более 750 вт, асинхронные | 2 |
| 8413708900 | Насосы центробежные, прочие, с диаметром выпускного патрубка более 15мм, многоступенчатые | 1 |
| 8413702900 | Насосы центробежные погружные многоступенчатые | 1 |
| 8501402009 | Двигатели переменного тока однофазные: мощностью не более 750 вт, прочие | 1 |
| 8543709000 | Прочие машины электрические и аппаратура, имеющие индивидуальные функции, в другом месте данной группы не поименованные или не включенные | 1 |
Каталог крупнейших производителей оборудования для производства электродвигателей из России
На странице представленна информация, с заводами производителями оборудования для производства электродвигателей. Если вам необходимо найти товар по низкой цене, вы можете обратиться к нашему консультанту по поиску

Образование: РГУ нефти и газа (НИУ) им. И. М. Губкина
Продажа нефтепродуктов из России, Арабских Стран и Мексики
Рынки продаж: Китай, Европа, Америка
ОAО СЕВКАВЭЛЕКТРОРЕМОНТ производство
- Оборудование деревообрабатывающее промышленное: полуавтоматы для изготовления пазовых клиньев электродвигателей,
ООО ВЛАДСПЕЦМОТОР завод
- Электродвигатель асинхронный частотно-регулируемый, маркировка АДЧР «ВладСпецМотор». Продукция изготовлена в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования».
- Электродвигатель асинхронный частотно-регулируемый, маркировка АДЧР «ВладСпецМотор». Продукция изготовлена в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования».
ООО ИЖНЕФТЕПЛАСТ изготовить
- Оборудование низковольтное: электродвигатели асинхронные типа ЭДК-И28-103Э
ООО КУБАНЬКОМПРЕССОРСЕРВИС компания
- Электродвигатели синхронные компрессорные типа ДСК. Продукция изготовлена в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования», ТР ТС 020/2011 «Электромагнитная совместимость технических средств».
ООО ЭЛСКОМ предприятие
- Оборудование лабораторное: Стенд для испытаний упорных подшипников гидрозащит и электродвигателей,
ООО ЭЛЕКТРОТЕХНИЧЕСКОЕ ПРОИЗВОДСТВО – АЛТАЙТАЛЬ производитель
- Оборудование для работы во взрывоопасных средах: электродвигатели асинхронные трехфазные взрывозащищенные типа ВЗД1 с маркировкой взрывозащиты 1Ех d IIС Т5 Gb.
ООО ИНТЕХ экспортер
- Оборудование технологическое для элеваторной промышленности: Клапаны регулирующие с приводом от электродвигателя
ТОВАРИЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ ПРИКАСПИЙСКИЙ МАШИНОСТРОИТЕЛЬНЫЙ КОМПЛЕКС поставщик
- Оборудование насосное промышленное: Насос, модель НБ-50 с электродвигателем 30 кВт.
ООО СИМФЕРОПОЛЬСКИЙ ЭЛЕКТРОТЕХНИЧЕСКИЙ ЗАВОД продавец
- Электродвигатели (привод), тип УМП-2. Продукция изготовлена в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования», ТР ТС 020/2011 «Электромагнитная совместимость технических средств».
ИП МОРОЗ НАТАЛЬЯ КОНСТАНТИНОВНА компания производитель
- Оборудование электротехнологическое: устройства электроосмотической сушки изоляции низковольтных электродвигателей,
ООО АЛЬФА – ТЕХНИК производственное предприятие
- Оборудование технологическое для лесозаготовки, лесобирж и лесосплава (кроме пил бензиномоторных и цепных электрических): Измельчитель веток, модели ИВН с приводом от электродвигателя
- Оборудование деревообрабатывающее: Измельчители веток, моделей ИВН160, ИВН200, ИВН260, ИВН160Г, ИВН200Г, ИВН260Г ПРМ160, ПРМ200, ПРМ260, ПРМ160Г, ПРМ200Г, ПРМ260Г с приводом от электродвигателя
ООО ПК РЕМЭЛЕКТРОПРОМНЕФТЬ фабрика
- что Оборудование низковольтное: электродвигатели асинхронные погружные типа ЭДР напряжением до 1000 В
- Оборудование низковольтное: электродвигатели погружные вентильные серии ДВР напряжением до 1500 В, мощностью до 62 кВт, с частотой вращения от 3 до 65 Гц.
- что Оборудование низковольтное: электродвигатели асинхронные погружные типа ЭДР напряжением до 1000 В
ЗАО ЭЛКАМ – НЕФТЕМАШ предприятие изготовитель
- Оборудование нефтепромысловое: агрегаты насосные центробежные, верхнеприводные, устьевые, с электродвигателем,
ООО АВИААГРЕГАТ – Н продавец изготовитель
- Технологическое оборудование для изготовления и ремонта электродвигателей (ТОД):
ООО ОЙЛПАМП СЕРВИС
- Оборудование низковольтное: Установки комплектные погружных центробежных насосов (оснащённые электродвигателями асинхронными погружными маслонаполненными серий ПЭД и ВПЭД номинальным напряжением до 1000 В включительно в к
ООО ПТ ГРУПП
- Оборудование электрическое: Электродвигатели асинхронные: Электроцилиндры,
YUHUAN SHENG HONGFA N.C ENGRAVING EQUIPMENT CO
- Оборудование электротехническое: электродвигатель трехфазный асинхронный,
АКЦИОНЕРНОЕ ОБЩЕСТВО КРАСНОГОРСКИЙ ЗАВОД ЭЛЕКТРОДВИГАТЕЛЬ
- Оборудование низковольтное: электродвигатели трехфазные типа ДАТ.
ОAО СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОЕ БЮРО СТОМАТОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И ЭЛЕКТРОДВИГАТЕЛЕЙ
- Комплекс плантографический КПГ-01, т.м. “Специальное конструкторское бюро стоматологического оборудования и электродвигателей”
Наш офис: г. Москва, Южнопортовая улица, 3с2
тел: 8 (800) 551-37-63
email: [email protected]