Оборудование для вакуумного напыления металлов
Вакуумная металлизация в России


Установка вакуумной металлизации МИР 2Y Технические характеристики Типоразмеры колпачка Диапазон регулирования температуры0 .. 300 ± 5оС Высота.

Нанесение покрытий в вакууме (металлизация) получило в настоящее время широкое распространение и реализуется различными методами (резистивным.

Предприятие занимается разработкой и производством вакуумных установок для нанесения покрытий. Современная комплектация, автоматизированная система.

1.Установки вакуумной металлизации для нанесения: – просветляющих и светоотражающих покрытий на оптические детали; – упрочняющих покрытий на детали.

УСТАНОВКА С ДВУМЯ ИСПАРИТЕЛЯМИ ДЛЯ НАНЕСЕНИЯ НИДРИД-ТИТАНА НА МЕТАЛЛИЧЕСКИЕ ЗУБНЫЕ ПРОТЕЗЫ.Установка в данный момент эксплуатируется ,находится в.

Вакуумные установки на базе УВН-71 оснащенные магнетронными распылительными системами (от 1 до 4). Разработанная конструкция отличается высокой.

Установка вакуумная УВ-1600М (Сморгонь) резистивная включая установку RUTA 1xWAU2001/1XSV630BF Назначение и область применения. Установка.

Установка вакуумная напылительная УВН 4М (Новгород) Назначение и область применения. Установка предназначена для нанесения декоративных покрытий из.

Установка Kolzer DGK 36 предназначена для металлизации вакуумным катодным методом. Оборудование находится в идеальном состоянии, (отработало всего.

Установка вакуумной металлизации УВМ-18 предназначена для вакуумного покрытия предварительно подготовленных металлических, пластиковых и других.

Осуществляем разработку, изготовление и поставку. Нанесение покрытий в вакууме (металлизация) получило в настоящее время широкое распространение и.

Двухдверная установка вакуумной металлизации для массового производства на стекло, металлы, АБС пластик (для примера, на стеклянную и фаянсовую.

Продам установку для нанесения тонких пленок в вакууме DGK 36″ аэро-металлического типа. Состояние отличное. Цена не окончательная

Назначение и область применения. Установка предназначена для нанесения декоративных покрытий из нержавеющей стали, алюминия, меди, латуни, бронзы.

Предлагается вакуумная установка, разработанная для нанесения износостойких покрытий нитрид титана, нитрид циркония под цвет золота на.

Установка вакуумной металлизации “ДЕКОР” Технические характеристики Типоразмеры колпачка30х38, 28х44 Номинальная мощность28 кВт Максимальная.

Организуем на Вашем предприятии участок вакуумной металлизации для массового производства. Нанесение металлов в вакууме на стекло, металл, пластик.
Продам вакуумную установку ВУ-15 (Казанская бочка) Продам вакуумную установку ВУ-15 (Казанская бочка) Телефон: 050 710 36 33

1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.

в хорошем состоянии, подробности по телефону Установка вакуумной металлизации МИР 2Y Установка вакуумной металлизации УВМ-15 (Липецк) c RUTA WAU.
- Главные рубрики
- Металлообработка
- Покраска, покрытие, металлизация
- Белгородская область (1)
- Крым (1)
- Ленинградская обл. и Санкт-Петербург (1)
- Липецкая область (1)
- Московская область и Москва (17)
Вакуумная металлизация купить в России вы можете на сайте Оборудуй.ком. У нас самый широкий выбор предложений от продавцов со всей России. Если вы хотите продать свое оборудование, технику или инструмент, то просто добавьте бесплатно свое объявление
Установка вакуумной металлизации VTT 1000 «U»
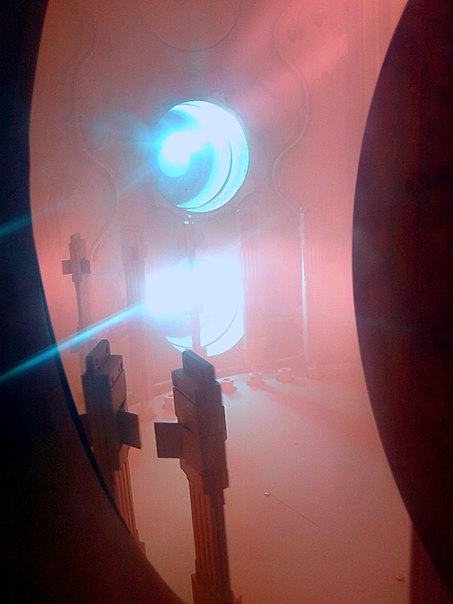
Здравствуйте, сегодня я хотел бы рассказать вам о вакуумной металлизации применительно к одной из существующих установок.
На фото вы можете видеть процесс работы катодно-дугового испарителя, осаждающего на изделия микронную пленку хрома за пару минут.
Желающих узнать как оно работает и почему прошу под кат.(много фото)
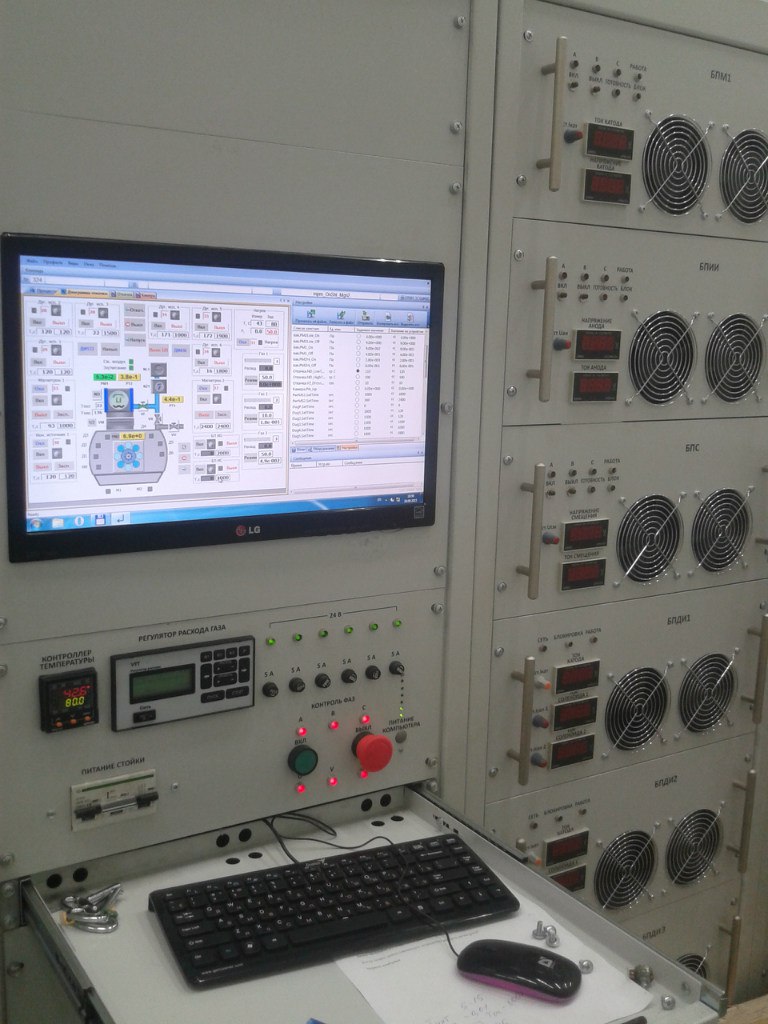
Начнем с самого очевидного — фото установки снаружи и общего описания элементов, для желающих под спойлером будут подробности.

Блоки справа — это управление отдельными силовыми элементами: магнетронами(нет не как в микроволновке), катодно-дуговыми испарителями, блоком ионной очистки, блоком питания стола с изделиями.
Левая стойка содержит ПК с мнемосхемой происходящего и возможностью управлять процессом, управление питанием, блок предохранителей, дублирование расхода натекателей легирующих газов и аварийную кнопку.
Возможности управления мнемосхемой весьма велики — включение отдельного каждого элемента(испарителей, натекателей, вращения стола и тд), настройка его параметров(ток, напряжение, расход газа ), включение охлаждения и вращения стола.
Так же позволяет задавать последовательность действий и создавать техпроцесс под требуемые задачи, что довольно удобно в обслуживании оператором.
Единственное неудобство вызвала клавиатура, оператором не используемая в принципе, у которой залипла стрелка вправо(листание констекстного меню) и при выборе режимов работы устроила Ад и Израиль в виде самопроизвольных действий, заставив наладчиков немного поседеть.
Сам корпус камеры достаточно велик, поэтому в кадр полностью не влез.

Чуть позже мы ее откроем и посмотрим, что внутри, а так же увидим, как происходит непосредственно процесс напыления.
Теперь обойдем установку для осмотра насосной группы и крепления испарительных катодов.
Первыми на глаза попадутся катоды, их три штуки в ряд с каждой стороны. Это позволяет поставить шесть различных материалов.
Состоят они из магнитной системы (под серым цилиндром — 2 индуктивных катушки для фокусировки и стабилизации разряда), силовых кабелей(присоединенных к сварочному аппарату и корпусу), кабелей формирования поджига(как при сварке — коснулся, дугу зажег и дальше она горит сама) и шлангов охлаждения.
На двери вы видите маленькие закрепленные цилиндры — это натекатели, позволяющие очень точно дозировать легирующий газ, так как для техпроцесса важно удерживать давление в определенном диапазоне.


Вид извлеченного катода( про их работу можно почитать тут и тут)

Он разбирается на тело катода

И головку катода, из распыляемого материала. На фото представлен хромовый катод припаянный на медный байонетный разъем.

Сразу под ними находится узел распределения охлаждения, он не очень примечателен, но полностью автоматизирован, что греет душу, так как если забыть включить охлаждение, то произойдет авария.

Идем дальше и видим сердце установки — насосную группу. Она состоит из трех различных насосов, рассчитанных на работу в различном диапазоне давлений, могущих объединяться последовательно для поддержания друг друга.
Форвакуумный насос(пластинчато-роторный) — создает предварительное разрежение, позволяющее включить следующий насос.

Насос Рутса — создает уже ощутимое разряжение и позволяет консервировать камеру в промежутки работы.
Направо идет на вход форвакуумного насоса, а налево на выход высоковакуумного.

Ну и звезда нашего шоу — диффузионный насос(подробней про применение), позволяет создать условия для работы магнетронов и катодов в условиях напуска легирующего газа.
Сверху вы видите пневмопривод вакуумного затвора, позволяющего отсечь насос во время загрузки камеры.
Чуть ниже вы видите прямоугольник, являющийся ловушкой для паров кипящего в насосе масла. В ловушку поступает хладагент, охлаждающий ее и пары масла конденсируются на ней не выходя в камеру(выходя конечно, но в пренебрежительно малом количестве).


Внешний осмотр закончен, пора заглянуть внутрь. Трясущимися от ужаса руками, откроем дверь вакуумной камеры и первое, что бросится в глаза — это стол, на котором закрепляются детали, которые необходимо покрыть.
Он снабжен планетарной передачей, чтобы детали вращались и вокруг оси стола и вокруг своей оси, для более равномерного покрытия(синева появилась после напыления).

Чуть выше мы видим катоды с лицевой стороны. Трубки вокруг — это нагревательный элемент, позволяющий прогреть стенку камеры в вакууме для удаления водяных паров.
Чуть правее видно(но плохо) заслонку, ограждающую насосы от продуктов напыления

Извините за плохое качество, но сфокусировать лучше не удалось.


Чуть левее видна ионная очистка — выпускает «ленту» заряженных частиц через щелевой зазор, попадающих на изделия и немного распыляющих их поверхность для удаления загрязнений и лучшей адгезии напыляемого материала.

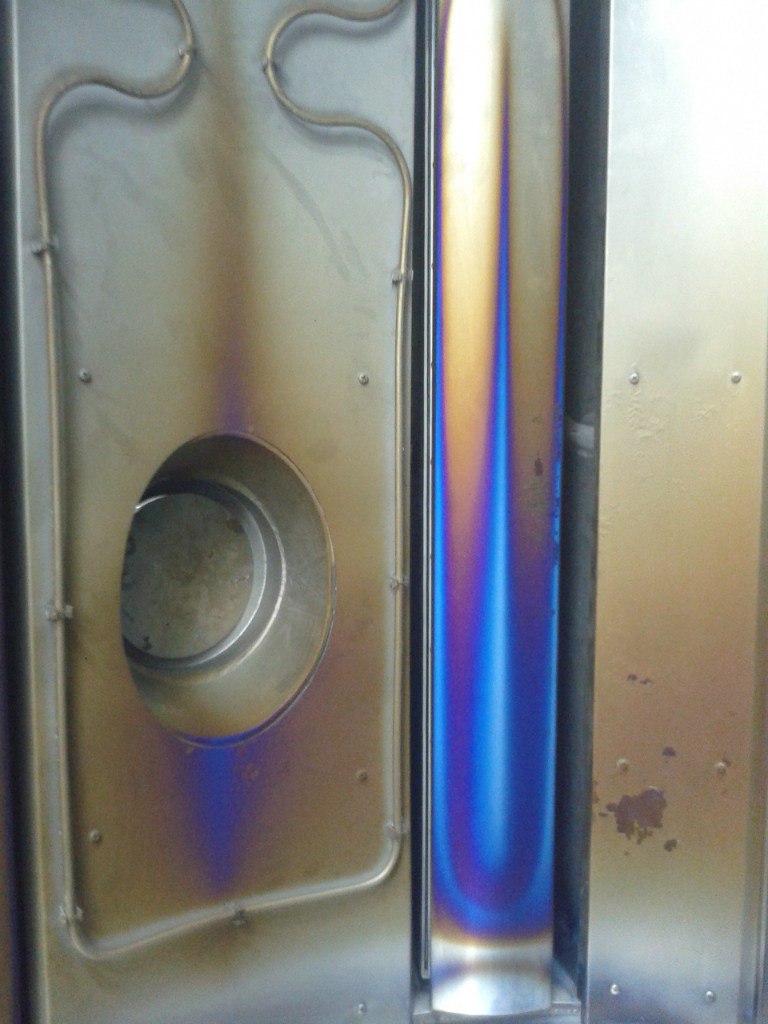
Посмотрим еще левее, на дверь. В ней спрятаны магнетроны(здесь титановые).

Для защиты материала магнетронов от продуктов распыления катодов их можно спрятать за заслонки управляемые с ПК.
Ну и в конце видео процесса.
Дополнения по просьбам трудящихся
Напыляли зеркало с самопальной гравировкой(женским лицом), получилось прекрасно, но фото не сохранилось.
Покрытые медью ситалло-ферритовые стержни. 
Они же в приспособлениях с масками напыления. 
Они же с травмами 
Пачка пробных стекляшек, пробовали различные толщины. 
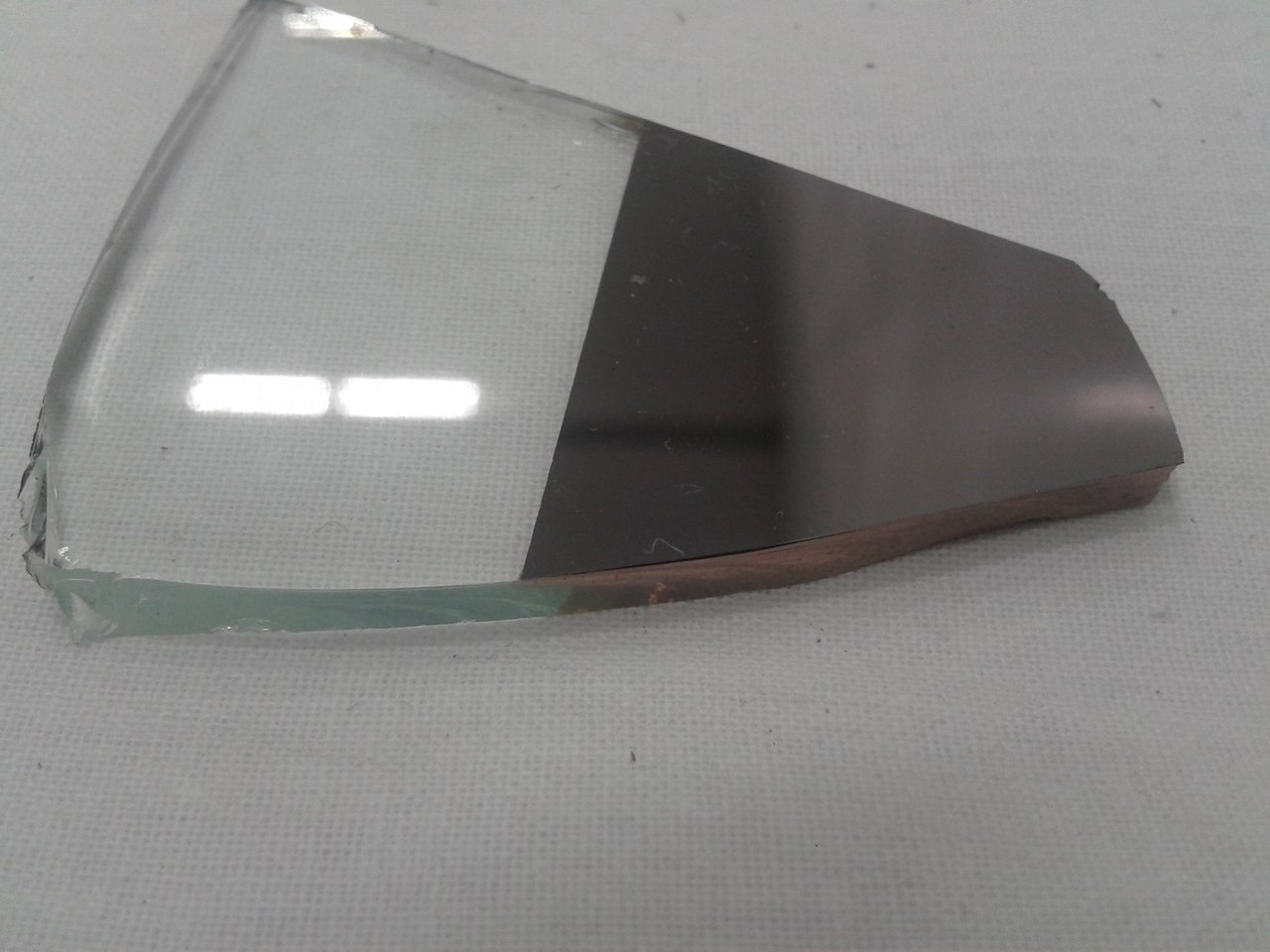

Покрытие нитридом титана дает золотистое покрытие и повышенную прочность поверхности на износ. 
Различными материалами просветляют оптику. Очень интересное направление. 

Преимущество данного метода — равномерность покрытия, толщины покрытия до нанометров, возможность покрытия диэлектриками, возможность лютых комбинаций материалов и куча вариантов исполнения испарителей.
На заказ вы можете сделать по знакомству, ну или найдя работника данной установки.
Обработка одного стержня с фото выше добавляла к его стоимости 1000р, стоимостью работ для физ лиц не владею.
Оборудование компании «Плазмацентр»

Установка предназначена для сверхзвукового (высокоскоростного) газопламенного порошкового напыления (метод HVOF) c использованием горелки с аксиальной подачей порошка в камеру сгорания газов и последующим прохождением газопорошковой смеси через расширяющееся сопло Лаваля

Безвакуумное и бескамерное нанесение методом ФПУ функциональных (износостойких, антифрикционных, температуроустойчивых, трибологических, диэлектрических, алмазоподобных, биосовместимых, бактерицидных и др.) нанокомпозитных покрытий толщиной до 3 мкм на детали машин, механизмов, оборудования, технологической оснастки, имплантатов и инструмент с целью увеличения их ресурса, надежности и конкурентоспособности.

Нанесение функциональных покрытий с помощью импульсных плазменно-искровых разрядов в воздушной среде при периодическом контактировании электрода с изделием, вследствие чего осуществляется перенос и осаждение расходуемого материала электрода на поверхность изделия.

Изготовление деталей и изделий с функциональными свойствами поверхности, например, износостойкостью (за исключением деталей, испытывающих ударно-абразивное изнашивание), антифрикционностью, коррозионностойкостью, жаростойкостью, кавитационностойкостью, эрозионностойкостью, электроизоляцией, стойкостью против фреттинг-коррозии, декоративными характеристиками и др. Использование для восстановления размеров изношенных и бракованных поверхностей, нанесения ретенционных покрытий в стоматологии.

Изготовление деталей и изделий с износо- и/или коррозионностойкими свойствами поверхности, а также восстановление размеров изношенных и бракованных деталей за счет нанесения покрытий, работающих в условиях высоких динамических, знакопеременных нагрузок или подверженных абразивному изнашиванию.

Предназначены для использования в процессах газотермического напыления, наплавки, аддитивных технологий и других технологических процессах для дозированной транспортировки и подачи порошковых материалов различного фракционного состава и физико-механических свойств.

Это основной элемент оборудования для плазменных методов обработки материалов.

Определение толщины тонкопленочных (в основном, толщиной не более 10 мкм) покрытий, наносимых с использованием PVD и CVD процессов.

Горелка является универсальным многоцелевым оборудованием предназначенным для газопламенного порошкового напыления и наплавки порошков на основе железа, никеля, кобальта, меди, а также нанесения керамических покрытий и баббита.
Горелка SuperJet S Eutalloy предназначена для наплавки самофлюсующихся порошковых материалов на основе NiCrBSi, NiBSi или CoBSi по технологии Eutalloy, разработанной и запатентованной компанией Castolin Eutectic, с целью получения износостойких покрытий для защиты от разных типов износа.

EuTronic ® Arc Spray 4 – прочный, надежный и простой в использовании спрей. Пистолет и механизм подачи проволоки подключены к источнику питания с силой тока 350 А. Данный источник имеет высокий уровень изоляции, что обеспечивает высокую надежность в самых жестких условиях работы.

Ацетилен-кислородная горелка CastoFuse для проплавления и нагрева порошков серии Eutalloy® RW.
![]()
EuTronic® GAP 3511 – оптимальный выбор для автоматической и ручной плазменной сварки и наплавки.

Сварочное оборудование компании Castolin-Eutectic
Свяжитесь с нами по телефонам +7 (812) 679-46-74, +7 (921) 973-46-74, или напишите нам на почту office@plasmacentre.ru
Наши менеджеры подробно расскажут об имеющихся у нас технологиях нанесения покрытий, упрочнения, восстановления, придания свойств поверхности, а также о стоимости услуг компании.
Установка вакуумного напыления: основные технологии, виды и особенности устройства, принцип работы
Установка вакуумного напыления – это оборудование, которое используется для создания тонких покрытий. Особенность этой технологии заключается в том, что в вакуумной среде происходит прямая конденсация пара, содержащего частицы наносимого вещества, на поверхности обрабатываемого изделия.
Вакуумное напыление: основы технологии
Эта методика основана на том, что с помощью специального оборудования создается поток частиц наносимого материала, а после их конденсации на его поверхности создается пленка. Но сначала необходимо обеспечить переход напыляемого вещества в газовую форму, затем – перенос частиц к обрабатываемой поверхности. Далее требуется создать условия для их конденсации на обрабатываемой поверхности. Для этого необходимо специальное оборудование.

Вакуумное напыление: основы технологии
Установка вакуумного напыления используется тогда, когда нужно создать функциональное покрытие с особыми характеристиками – например, с повышенной износостойкостью, с устойчивостью к коррозии или эрозионным процессам, с антифрикционными или барьерными свойствами. Кроме того, такая технология применяется для создания оптических покрытий с фильтрующими или отражающими свойствами. Она используется и при производстве микроэлектроники (с ее помощью формируются проводящие слои), и для создания декоративных покрытий в ювелирных изделиях.
С помощью такой технологии обрабатываются чаще всего изделия из металлов и их сплавов. Например, из алюминия, молибдена, хрома. В некоторых случаях в процессе напыления в рабочей камере используется химически активный газ, например, ацетилен или азот.
После нанесения вакуумного напыления дополнительная обработка поверхности уже не требуется.
Вакуумные напылительные установки: виды и особенности устройства
Производители выпускают напылительные установки разного типа. Так, для нанесения покрытий в прецизионной оптике, микроэлектронике и ювелирном деле производят разное вакуумное оборудование. Выпускают и универсальные установки, предназначенные для решения широкого круга задач.

Вакуумные напылительные установки: виды и особенности устройства
Хотя вакуумные напылительные установки бывают разных типов, все они включают одни и те же основные элементы. Это:
- Рабочая камера, в которой и происходит напыление. Обычно она делается из прочной нержавеющей стали. Непосредственно сама дверь в камеру может быть оснащена смотровыми окнами.
- Вакуумная откачная система. Обычно она оснащена высокопроизводительным турбомолекулярным насосом и безмасляным механическим насосом. Но некоторые производители устанавливают дополнительно крионасос. Именно эта система за счет работы всех своих элементов создает внутри камеры вакуум.
- Система подачи газа и его распределения. Она представляет собой линию, задачей которой является организация газового потока и подача его к магнетронному источнику. Это сложная система, которая состоит из клапанов, «ловушек», различных средств для измерения и удобного регулирования скорости потока, других элементов.
- Источник испарения материала. Электронно-лучевой испаритель оснащен надежным источником питания, компактным блоком управления, а также механизмом обеспечивающим поворот тиглей. При этом общее количество тиглей и их объем могут быть разными, их следует уточнять при заказе. Также установка оснащается термическим испарителем.
- Подложкодержатель. На нем и будет размещен обрабатываемый материал. Важными критериями выбора этого элемента являются его диаметр и скорость вращения. Выпускают также подложкодержатели по индивидуальным размерам заказчика.
- Система электропитания для всех рабочих узлов установки.
- Система контроля показателей вакуумного напыления. Она позволяет задавать скорость процесса, температуру отжига и обрабатываемой поверхности, толщину готовой пленки. В таких установках система контроля дает возможность контролировать даже физические свойства покрытия за счет использования целого набора датчиков.
- Транспортирующие устройства, с помощью которых обеспечиваются ввод и вывод обрабатываемых изделий в вакуумную камеру.
- Вспомогательные устройства и технологическая оснастка. Это могут быть, например, различные заслонки и экраны, устанавливаемые внутри камеры, системы для очистки газа и т.д.
Установки для напыления декоративного или оптического покрытия могут отличаться от универсального варианта размерами камеры, типом насосов, используемых вакуумной откачной системы, но в целом они работают по такому же принципу, и включают те же основные компоненты.
Управление работой таких установок осуществляются с помощью лицензионного программного обеспечения, которое поставляется вместе с оборудованием и устанавливается на отдельный компьютер.
Принцип работы вакуумных напылительных установок

Принцип работы вакуумных напылительных установок
Вакуумное напыление специалистами осуществляется с помощью установки, состоящей из нескольких элементов, каждый из которых может рассматриваться как самостоятельное устройство. Принцип работы установки в целом предполагает:
- Создание вакуума в камере, получение пара из частиц вещества, формирующего напыление.
- Транспортировку деталей или изделий в рабочую камеру, где их размещают на строго определенной позиции.
- Распыление материала, из которого будет создаваться пленка. В ходе этого процесса пар конденсируется на подложке, и в итоге формируется покрытие с заданными свойствами.
Установки могут быть как периодического, так и непрерывного действия. В первом случае оборудование осуществляет один цикл напыления, потом отключается. А вот оборудование непрерывного действия используется в основном в серийном производстве, для массовой обработки. Конкретное количество загружаемых изделий задается заранее. Эти установки могут быть многокамерными или иметь несколько позиций (напылительных постов), расположенных в одной камере. Это удобно при использовании конвейерной подачи обрабатываемых изделий.
Вакуумная металлизация
Для изменения основных свойств металла, пластика, керамики или других материалов может проводиться процесс металлизации. Вакуумная металлизация – один из наиболее распространенных методов напыления металла, за счет чего образуется защитная поверхность с определенными свойствами, несвойственными подложке. Рассмотрим особенности технологии вакуумной металлизации подробнее.

Технологический процесс вакуумной металлизации
Рассматриваемый метод обработки деталей применяется достаточно давно. Вакуумная металлизация – процесс, основанный на испарении и выпадении конденсата материала на подложку. Среди особенностей данного процесса следует отметить нижеприведенные моменты:
- Универсальность и высокая эффективность метода определяет его большое распространение. В будущем ожидается более обширное применение процесса металлизации полимерных и других материалов. Развитие рассматриваемого метода обработки связывают с совершенствованием используемого оборудования. Так современные вакуумные установить позволяют автоматизировать процедуру металлизации деталей, повысить качество получаемых поверхностей, снизить себестоимость получаемых изделий. Единственное препятствие на пути развития данной отрасли – высокая стоимость современного оборудования и возникающие сложности при его установке, использовании и обслуживании.
- Технологический процесс вакуумной металлизации достаточно сложен, на результате отражается условие проведения каждого этапа. При нагреве материала, который должен стать будущим покрытием, он претерпевает большое количество изменений. Примером можно назвать то, что изначально покрытие испаряется, затем происходит адсорбция, после чего выпадение конденсата и кристаллизация для закрепления слоя на поверхности.
- На качество получаемого результата оказывает воздействие достаточно большое количество факторов, среди которых отметим физико-химические качества подложки, выдерживаемые условия проведения металлизации.
- Образование напыляемого покрытия при металлизации происходит в два основных этапа: перенос энергии и массы от источника к поверхности и их распределение по всей подложке.
Технология вакуумной металлизации подходит для обработки самых различных деталей. В качестве примера можно привести рулонные материалы из пластика или пластмассы.
Типовая технология состоит из нескольких основных этапов:
- Подготовка детали к проводимому процессу. Среди требований, которые предъявляются к детали можно отметить отсутствие острых кромок и скрытых участков от прямолинейного попадания конденсата. Вакуумная металлизация пластмасс или других материалов возможна только в том случае, если фора заготовки не сложная.
- Обезжиривание и сушка. Некоторые материалы могут содержать большое количество адсорбированной влаги, к примеру, полимеры. Сушка проводится при температуре около 80 градусов Цельсия, время выдержки составляет 3 часа. Обезжиривание уже проводится в вакуумной камере на подготовительном этапе. Технология обезжиривания предусматривает разматывание рулона и воздействие тлеющего разряда. Как показывают результаты проведенных исследований, выполнение отжига на стадии подготовки полимеров благоприятно сказывается на структуре рассматриваемого материала, так как существенно снижается показатель внутреннего напряжения. Вакуумная рулонная металлизация должна проводится с исключением вероятности образования складок на этапе подготовке заготовки, так как их можно назвать дефектов.
- Этап активационной обработки поверхности. Вакуумная металлизация пластика и других материалов предусматривает активацию поверхности. При этом могут использоваться самые различные методы активации, выбор которых зависит от качеств самого материала. Данный процесс предназначен для повышения показателя адгезии поверхности.
- Нанесение вещества на поверхность. В большинстве случае вакуумная металлизация алюминия или другого сплава проходит при применении резистивного метода испарения при условии воздействия температуры. Вольфрамовая технология испарения применяется намного реже, так как предусматривает нагрев среды до небольшой температуры, в результате чего испаритель разрушается за минимальные сроки.
- Заключительный этап касается контроля качества металлизации. Если наносимый слой носит декоративный характер, то в большинстве случаев контроль качества заключается в регистрации оптических свойств. Кроме этого уделяется внимание равномерности напыления, прочности соединения поверхностного слоя и структуры.
Технология вакуумной металлизации пластмасс и других материалов сложна, для получения качественной поверхности нужно соблюдать все условия обработки.
Область применения вакуумной металлизации
При рассмотрении области применения данной технологии отметим, что она может применяться для покрытия следующих материалов:
- пластика;
- алюминия;
- различных полимеров;
- стекла;
- керамики;
- металлов.

Вакуумная металлизация изделий из стекла
Наибольшее распространение получила металлизация пластмассовых изделий. Это связано с тем, что подобным образом изделие из дешевого пластика приобретает более привлекательный вид.
Если нужно сэкономить на производстве, но при этом обеспечить высокие декоративные качества, проводится напыление алюминия или других металлов.
Примером назовем изготовление деталей автомобилей, которые используются при отделке салона. Китайские и японские автопроизводители давно начали применять рассматриваемую технологию для удешевления своих автомобилей. При этом применение вакуумной металлизации проводится не только в декоративных целях, за счет более высокой прочности поверхностного слоя детали служат дольше, снижается степень трения. Однако металлизация не позволяет повысить прочность всего полимерного изделия.
Данная технология применяется и при производстве различных вещей, применяемых в быту, недорогих украшений. Большое распространение связано с тем, что поверхностный слой не истирается на протяжении длительного периода эксплуатации. Ранее применяемые технологии напыления не предусматривали создание высокой адгезии между подложкой и декоративным покрытием.
Преимущества вакуумной металлизации
У данной технологии есть довольно большое количество преимуществ:
- Возможность автоматизации процесса. Как ранее было отмечено, устанавливаемое оборудование позволяет максимально автоматизировать рассматриваемый процесс, за счет чего снижается вероятность появления дефектов из-за ошибки человека.
- Получаемая поверхность будет равномерной, что обеспечивает привлекательный вид и высокие эксплуатационные качества детали. Как правило, после металлизации поверхность полимеров напоминает шлифованный металл.
- При соблюдении технологии напыления поверхностный слой может прослужить в течении многих лет. Этап контроля качества позволяет исключить вероятность откалывания поверхностного напыляемого слоя или его быстрое истирание.
- Подобным образом можно придать изделию самые различные качества: коррозионную стойкость, электрическую проводимость, уменьшить степень трения, повысить твердость поверхности. В большинстве случаев вакуумная металлизация применяется для декорирования деталей.
- Основные эксплуатационные качества подложки остаются практически неизменными. Нагрев материала при этапе просушки проходит до температуры, которая не приведет к перестроению его структуры.
- Технология может применяться на финишном этапе изготовления детали. При правильном выполнении всех этапов проводить доработку обрабатываемых деталей не нужно.

Вакуумная металлизация декоративных изделий
Если рассматривать недостатки, то следует отметить сложность процесса перехода напыляемого вещества из одного состояния в другой. Обеспечить требуемые условия можно исключительно при установке специального оборудования. Поэтому своими руками провести вакуумную металлизацию с обеспечением высокого качества поверхности практически не возможно.
В заключение отметим, что даже небольшая толщина металлического слоя на полимерном покрытии способна придать полимерам металлический блеск и электропроводность, защитить структуру от воздействия солнечного света и атмосферного старения. При этом создаваемый слой может иметь толщину всего несколько долей миллиметра, за счет чего вес изделия остается практически неизменным. Кроме этого вакуумная металлизация позволяет получить совершенно уникальный материал, который будет обладать гибкостью и легкостью, а также свойствами, которые присущи металлам.